|
At www.tiptigusa.com, you will find a weld process that always produces superior weld quality than TIG, and is 100 to 500% faster. |
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of GMAW (MIG) & Flux Cored (FCAW) weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
Information on why Ed's Robot MIG Weld Process Control
& Best Practice Program provides MANY WELD BENEFITS:
The following are a few reasons why you may want to consider my robot, MIG Weld Best Practices - Process Controls, Self Teaching - Training Programs. This resource is suited for all robot steels and alloy steels applications.
Along with numerous other robot applications, Ed set the robot welds for Volvo Cabs, Corvette bodies, Harley bike frames and the Ford F-150 truck frames.
E-mail From Marcus di Sabella
Ed, I just received your robot process control materials and within five minutes of skimming, I found many flaws in our weld techniques and in our weld process data. Your robot weld process control training materials will be very helpful to our organization! Thanks for your expertise and prompt service!MS. Process Engineer. Car Sound Exhaust Systems Inc. Magnaflow Performance xhaust.
Rancho Santa Margarita. CA.
No other resource will provide you with the specific MIG process control data and the root cause solutions necessary to minimize robot internal - external MIG weld defects, while optimizing weld productivity.
Ed's Robot Weld Process Control CD Training Resource
is applicable to all types of robots and weld equipment.
While Panasonic, Motoman, Fanuc and ABB may try to sell your organization complex, costly solutions to your robot weld issues. In contrast you may want to consider Ed's simple process control - best practice approach to the attainment of optimum robot weld quality - productivity.
Robots and Management Choices.
Maybe you are that manager who is frustrated with your robot supplier who in many instances is able to talk the talk but unable to walk the walk. Perhaps you would appreciate it if your robot weld personnel would stop daily playing around with the robot weld data. Perhaps after investing hundreds of thousands of dollars in the robot cells you would like to dramatically reduce the robot down time, and the daily senseless weld rework and scrap. Or perhaps you are simply confused with the ever increasing array of useless costly bells and whistles that are ending up in the robot cells. If this is the case Ed's Robot Self Teaching - Training Program is for you.
Robots Process Parameter - Consumable Choices.
There are many weld transfer modes and weld consumable options available to the plant engineers, technicians and weld decision makers when making robot welds on thin or thick parts. The sad manufacturing reality is when welding gage applications, many plants will use the wrong size weld wire, a poor weld gas choice or simply use weld transfer mode or weld data which are not optimum for the welds.
Any company that purchases a welding robot without providing their employees with weld process control expertise, is a company looking to fail. For the robot weld decision maker looking to get to the root cause of the robot down time and weld issues, the process questions may be many, yet the weld reality is the process solutions will often be simple.
Please remember weld process expertise does not come from the knowlege of an experienced or skilled welder. Robot's need optimum automated weld data. and few welders or technicians have this expertise.
A few fundamental process questions.
[] When should you use short circuit, globular, the spray or pulsed mode?
[] When should we utilize that 0.035 - 0.045 and 0.052 (1- 1.2- 1.4mm) MIG wire?
[] How will I know that we are at attaining optimum robot weld quality and max weld productivity?
[] Is there a simple method to work out the real world weld costs?
[] Why is that tri mix a waste of time and money?
[] Spatter, fusion, undercut, porosity, burn through, weld start - stop issues, wire burn backs, robot down time, I need instant weld process solutions.
For more than 40 years, I have provided a solution
to those that play around with their weld controls
You have to be aware that companies will rarely optimize robot welds as long as their robot personnel lack weld process control expertise and keep playing around with the weld data.
My weld self teaching - training programs provide my "Weld Clock (WC) method. Over four decades, I developed the WC method as a unique simple approach to both manual - robot MIG - Flux Cored weld process controls.
With the WC method, your weld personnel will not have to take notes while training, and they will instantly know the required weld settings and solutions for optimum manual - robot weld quality and productivity.
Being aware of the numerous factors that influence the robot weld production potential and the robot down time, and being able to provide instant solutions to any robot weld problems, can have a dramatic impact on your robot weld quality, robot down time, and the robot weld production costs.
Once a company presents this robot one day training program , typically they can anticipate the highest possible robot weld quality, with a typical 20 to 50% increase in their daily robot weld productivity.Note. A weld supervisor, technician, engineer or trainer needs no weld process control - best practice expertise to present this program as all the data necessary is presented in a simple manner.
Why would any manager allow weld personnel to play around with weld controls and create welds with questionable weld quality.
The robot welds that look good are often full of defects.
Robot MIG weld defect prevention occurs with robot MIG weld process control expertise.
Provide instant robot weld process solutions.
There is no other global program that provides you with instant,
logical process solution to your common robot weld defects.
With a few hours exposure to my program, your employees will have the ability to provide instant weld process - applications solutions to;
[] Robots and Lack of Weld Fusion.
[] Robots and Weld Start Issues.
[] Robots and Weld Burn Through Issues.
[] Robots and Wire Burn Backs.
[] Robots and Contact Tip Issues.
[] Robots and Weld Crater Issues.
[] Robots and Weld Arc Instability.
[] Robots and Inconsistent Welds.
[] Robots and Poor Weld Profiles.
[] Robots and Weld Spatter.
[] Robots and Solutions to Variable Weld Gaps.
[] Robots and Process solutions to Part Dimension Inconsistency.
[] Robots and Weld Porosity.
[] Robots and Weld Cracks.
[] Robots and Weld Undercut.
[] Robots and The requirements for High Speed Welds.
E-mail from Johnson Controls Spain.
Ed. I work as manufacturing engineer in Johnson Controls Alagon (Spain). We mainly build car seat structures and we have some robot welding cells. Last week I received your robot process control
materials which I've been reviewing. I find the program really interesting and practical. Your approach to MIG weld process control is unique and it certainly works. From the advice you provise it would seem that you have been in our company as most of the robot MIG weld issues you address are part of our every day work here in Spain. Thank you Jose Moreno.Note: Ed set optimum robot car seat welds for Johnson Controls in Mexico and optimized car seat welds for Toyota, Subaru, BMW, Peugeot, Volkswagen, Citroen, Ford and GM.
E-mail from Tenneco USA:
Ed. I just wanted you to know that Tenneco has plants all over the world. We have been very enlightened by your " Robot MIG Weld Process Control Training materials and we are slowly implementing your robot process control and best practice concepts to the shop floors.Thanks Ed. Tom Plummer at Tenneco .USA. Aug 2007:
E-mail from Dana USA:
Jan 2007: Ed I wanted to send update about that E-Town plant that you visited a few years ago: As you know on your first visit to this plant, our robot lines were producing less than 40 Ford truck frames per-hour and the majority required extensive weld rework. Thanks to your robot weld process control / best weld practices program the results from our employees are today staggering. Yesterday this plant hit very close to a record of 76 frames jobs per hour. We daily attain our average goal of one frame per-minute. We had two recent weld audits. One weld audit had a total of two failures, and the 2nd weld audit was the first 100% pass weld audit in the history of the F-150 line. Many thanks Ryan Good. Corp Weld Eng.March 2007: Update from Ryan Good Dana. Hey Ed:Just thought I would drop you a line and let you know that in the beginning of April we will be working on switching over the 5th Dana plant to your Robot Weld Process Control recommendations of an 0.040 wire and the traditional spray mode instead of the 0.052 wire and Rapid Arc (Lincoln's pulse program). Thanks again Ryan Good. Dana.
E-mail from P&F. 12/07
Ed, you would be interested to know that by the end of the year I will have at least 100 of our robots welding with your recommendations of the 0.035 (1 mm) wire, conventional spray transfer with no pulsded welds. It took me 10 years Ed, but finally using the recommendations you made to us in the nineteen nineties. I now have the top guy in North America convinced traditional spray is the way to go with the robot MIG applications. In regards to your MIG process control training programs and resources we now have two other plants that will be contacting you.
Note from Ed: This tier one supplier to Honda and Toyota is the largest robot welded parts supplier in the USA. The plant has hundreds of Panasonic robots and Panasonic pulsed MIG equipment. The Panasonic weld equipment and pulsed process was a requirement of the Japanese parent company. For more than a decade, this Panasonic pulsed MIG equipment daily generated numerous pulsed weld and production issues that dramatically impacted the plant's daily robot weld quality and production. With all the problems, the blinkered corporate engineers and apathetic managers in Japan were reluctant to hear that the traditional, more durable, lower cost, North American CV equipment using convention spray transfer would provide highly effective solutions to the majority of their daily robot weld issues.
Note: At one time, I was the Weld Manager for the North American, ABB Robotics Division. I was the first person in in the industrial world to establish a Robot Weld Best Practices - Process Control Training program. During my 40 plus years as a MIG weld process control expert, I have assisted over a 1000 companies in 13 countries in attaining both manual and robot MIG, TIG and flux cored weld quality and productivity optimization. In the last two decades, I have resolved numerous Motorman, Fanuc, OTC, Cloos, Panasonic and ABB robot weld quality and productivity issues.
Companies such as GM, Caterpillar, Case, Ford, Volvo, Tower Automotive, Magna, Dana, ABB, Babcock, Boeing, Delphi, TRW, Monroe, Johnson Controls, Textron, Genesis, General Dynamics, General Electric and numerous others have benefitted from Ed's training programs.
My robot training program provides two different sections, one for welding thin gage parts < 4 mm and the other section deals with robot welded parts > 4 mm
In section one, when robot welding gauge parts < 4 mm you will have many unique weld issues. When robot welding thin gage applications avoiding weld burn, attaining consistent, controlled weld fusion and minimizing distortion are important to decreasing robot weld rework. For thin gage welds, your robot personnel can utilize 4 common weld transfer modes, short circuit, globular, low spray data or pulsed. The issue many weld decision makers have, is which is the optimum weld transfer mode and which are the optimum parameters and weld consumables for those carbon steels and stainless gage welds. With my resouce your personnel will instantly select the correct robot weld data and consumables for any thin application.
Section two covers the requirements for optimum Robot Weld Quality - Productivity on thicker parts that are 4 mm to any thickness.
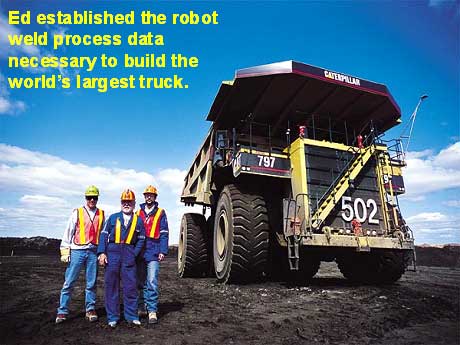
Robot spray transfer and pulsed transfer welds on parts > 4 mm to any thickness requires unique weld fusion and weld deposition considerations. Ed established the robot weld data for the world's largest trucks manufactured by Caterpillar and set optimum robot data for the world's best selling truck frames, the Ford F150. Ed has set robot welds on ships, boiler walls, trains, pipe lines, oil rigs, farm and construction equipment etc.
EVERY WELD SHOP THAT UTILIZES ROBOTS SHOULD BE AWARE OF THE ROOT CAUSES OF ROBOT DOWN TIME AND THE REQUIREMENTS FOR CONSISTENT OPTIMUM WELD PRODUCTION.
The robot weld production - cost data that's presented in this program is extremely beneficial as few robots achieve their true daily weld production potential.Being aware of the factors that influence your robot down time and weld production efficiency potential and providing instant solutions to the many daily robot weld problems, will have a dramatic impact on your weld quality and production costs. Once you present this program, typically you can anticipate a 20 to 50% increase in your daily robot weld productivity.
Process Control training provides the ability to provide resolutions to weld issues. With a few hours exposure to this animated CD program, your employees will have the ability to provide instant solutions to things like:
[] Robots and Lack of Weld Fusion.
[] Robots and LAvoiding Weld Burn Through.
[] Robots and Weld Start Issues.
[] Robots and Optimizing Weld Tie Ins.
[] Robots and Avoiding Wire Burn backs.
[] Robots and Minimizing Contact Tip Issues.
[] Robots and Weld Crater Issues.
[] Robots and Weld Arc Start Instability.
[] Robots and Inconsistent Welds.
[] Robots and Poor Weld Profiles.
[] Robots and Weld Spatter.
[] Robots and Weld Porosity.
[] Robots and Weld Undercut.
[] Robots and The unique requirements for attaining high deposition and high speed welds.
[] Robots and The unique requirements for multi-pass welds.
[] Robots and Solutions to Variable Gaps.
[] Robots and Process solutions to Part Dimension Inconsistency.
Reduce liability concerns. Minimize weld rework. Optimize weld productivity:
Many companies will purchase two robots to produce weld production that could be attained from one robot. Most companies are not aware of the real weld deposition rates per application and the robot speeds that could be attained and few companies will establish the process controls necessary to ensure consistent daily weld productivity with minimal robot down time. This training provides your employees with the process knowledge and the confidence they need to daily attain maximum weld productivity without robot down time.
INSTANT WELD COST BENEFITS:
You can spend $12000 on a new pulsed MIG power source for your robot cell and still not attain optimum robot weld quality and productivity, or you can spend $395 on my robot weld training resources and see instant improvements.
When all your weld decision makers know how to fine tune and set optimum robot MIG weld data, the weld quality / productivity results will be both immediate and dramatic.
With weld process expertise, you will not require more weld trials to find optimum weld data, equipment or consumables. There will be no more time wasted playing around with weld controls. Imagine the benefits of having employees with the ability to instantly apply optimum process data that will ensure minimum robot downtime, minimum weld rejects and minimum weld rework. When those robot weld problems occur, you can call a team meeting or watch your trained workers instantly react with the correct weld process resolutions to the weld issues.
HOW EASY IS IT FOR SOMEONE TO PRESENT THIS PROGRAM?
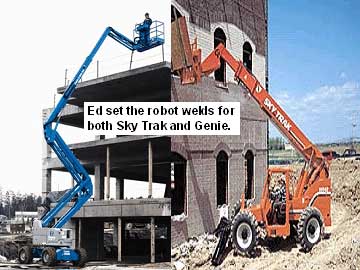
As the Genie company on the right did. The management ensures all the weld decision makers assemble in a lunch or training room. Dish out the pizza and open
the laptop. Project the Power Point program to the screen or wall. The person who is presenting this robot data needs no weld process control or best practice expertise. Provide the program in two four hour sessions. At the training session completion everyone who participated will have the necessary robot MIG process control expertise and best weld practice necessary for optimum robot weld quality and productivity. The results are instant.
[] No more personnel playing around with the robot MIG weld controls.
[] No more exasperating meetings discussing weld issues that never
seems to get resolved.
[] A dramatic reduction in robot down time will be achieved.
[] Management will have less concerns for product liability weld issues.
[] Engineers will be aware of the real world part dimensional restrictions and weld gap tolerances for all robot MIG welds.
[] Minimum weld rejects and weld rework will be generated and when issues occur solutions are instant.
[] Maximum weld deposition rates for each weld with the fastest possible robot weld speeds.
[] Eliminate the influence of biased and innapropriate sales and vendor advice.
[] Provide logical justification for the MIG equipment and consumables purchased.
[] Your weld personnel will have the necessary expertise to establish highly cost effective, uniform Best Weld Practices - Process Controls for any robot application.
Think of the benefits of working in a manufacturing weld shop environment in which best practices without sales bias and optimum robot weld process controls are established. Your product liability concerns are reduced, and all the weld decision makers take a uniform, professional, practical approach to the daily attainment of optimum, robot weld quality and productivity.
Note: As this CD program simplifies process controls, and presents the answers to the majority of questions that could be asked, the person presenting the program needs no weld process control expertise.
From Ryan. Dana Corporation USA:
Ed, I wanted to send update about that E-Town plant that you visited a few years ago: As you know on your first visit to this plant, our robot lines were producing less than 40 truck Ford F-150 frames per-hour and the majority required extensive weld rework. Thanks to your robot weld process control / best weld practices training program the results from our employees are today staggering. Yesterday this plant hit very close to a record of 76 frames jobs per hour.
We now daily attain our average goal of one frame per-minute. We had two recent weld audits. One weld audit had a total of two failures, and the 2nd weld audit was the first 100% pass weld audit in the history of the F-150 line.
Many thanks Ryan Good Corp Weld Eng. . Dana Corporation.2007: Update from Ryan. Hey Ed: Just thought I would drop you a line and let you know that in the beginning of April we will be working on switching over the 5th Dana plant to ther process recommendations of an 0.040 wire and the traditional spray mode, instead of the 0.052 (1.4mm) wire and using the Rapid Arc (Lincoln's pulse program). Thanks again RG.
E-mail From Magnaflow. CA USA.
Ed, I just received your robot process control materials and within five minutes of skimming I found many flaws in our weld techniques and process data. These materials will be very helpful to our organization! Thanks for your expertise and prompt service!Marcus di Sabella Process Engineer.
Car Sound Exhaust System, Inc / Magnaflow Performance Exhaust.
Rancho Santa Margarita, CA.
E-Mail To Ed:
Ed, your story of reading weld articles and typically finding that the weld information often lacked reality, inspired me to do the same. Over the last three years all I have done and continue to do is read from a variety of welding resources. So this past week I have focused my study on the "hands-on" practical aspect. Its amazing what you learn from having your nose in the arc rather than observing from out side a fence. Tonight thanks to your books and training resources I was able to figure out how you achieved robot MIG weld speeds of 70 to 100 inch/min. As per your instructions in the Management - Engineers MIG Book, I found a gas diffuser that was shorter than our common ones. I then took your advice and cut about a 1/4 (6 mm) off the end of a tip. With having the tip recessed in the nozzle allowed for a much longer wire stick which dropped the amperage which I maintained within the spray range. The longer wire stick out permitted me to run higher WFS (deposition rate) without the extra amperage that would cause unwanted weld defects like weld burn through. The spatter was minimal and easy to remove. Also the recessed tip and diffuser were spotless.
Ed. Thanks for your contribution to my weld education. Matt Finn. USA.
Ed's robot program is applicable to all types of robots,
all applications and all types of weld equipment.
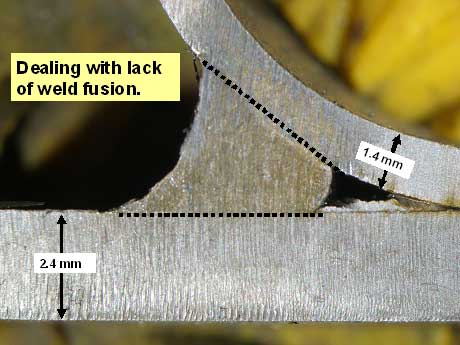
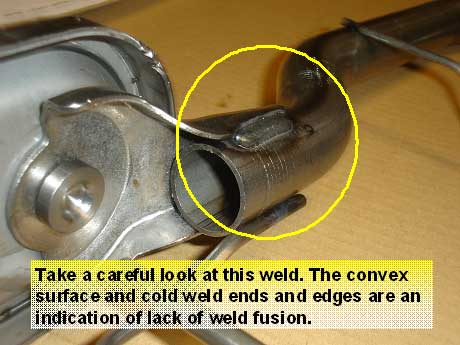
A common robot weld issue.
The macro of the weld on the right indicates lack of robot MIG weld fusion. The part is a truck seat steel tube to brkt weld.
With these type of welds, lack of weld fusion is common. The weld has to be oversize to fill the J profile. The weld will typically do a poor job following the round tube profile, also the excess weld depth required usually means that lack of fusion in the root and above the root is common. These parts are thin gage carbon steels. The tubes were 1.5mm and the thicker brkt is 2.5 mm.
With the thin 1.5 mm tube and concern for weld burn through, the robot weld data used was a typical short circuit setting. The 0.035 (1mm) wire feed was set at 280 IPM, (7 m/min). 170 amps. 18 volts. The weld travel rate was 20 IPM, (0.5m/min). The weld gas was argon - 15% CO2.
An experienced weld decision maker would be aware that they can improve the tube weld fusion by changing the 0.035 wire weld parameters to the following weld transfer mode settings....
[a] Set the highest attainable short circuit weld settings.
Provide Wire Feed____ Amps____ Voltage ____ Changed Weld Travel Rate____
[b] Set a higher energy controlled globular transfer weld settings.
Provide Wire Feed____Amps____Voltage ____ Changed Weld Travel Rate____[c] Set the start point of spray transfer parameters and change the gun angle.
Provide Wire Feed____Amps____Voltage ____ Changed Weld Travel Rate____
[d] Change the weld wire to 0.045 (1.2mm) and set suitable pulsed parameters that
will not burn through.Provide Wire Feed____ Amps____Voltage ____ Changed Weld Travel Rate____
The above required weld settings tell you the importance of process data awareness. My robot training resource will give you and your organization, the ability to make "playing around" with weld data an obsolete function in your organization.
A weld professional does not "play around"
with manual or robot weld settings,
Ed set the robot welds on numerous companies. He optimized the robot welds on
Volvo Cabs, Corvette body, Harley bike frames and Ford 150 truck frames.
[] Robots and Unnecessary Weld Rework:
It's typical in many plants to find excess and certainly unnecessary weld rework required for the robot welds. My Robot Process Control training program identifies the root causes of that weld rework and provides the resolutions necessary to improve weld quality and rework.
[] Robots and Weld Defect Prevention:
Any company concerned about product liability with it's welded parts, should take note of this training benefit. My robot program provides the robot process control data necessary to ensure all weld defects are minimized.
[] Robots and Weld Costs.
This program reveals a simple method to quickly work out the cost of any weld.
[] Weld Deposition Rates:
The purpose of a robot is too improve weld productivity and many factors will influence the weld production. My program not only shows weld personnel how consistently attain the highest weld deposition rates (fastest possible weld speeds) for any welds, this program also shows you haow to attain weld speeds in the 50 to 100 IPM range.
[] Robot Production is influenced by Robot Down Time:
High robot speeds and production efficiency become meaningless when the robot spends 30 minutes to 120 minutes minutes per-shift in down time. For every issue that causes down time there is a resolution presented in this nique training program.[] Robots and MIG Equipment:
My training program cuts through the sales bias of weld equipment and makes you aware of why Inverters and Pulsed MIG equipment can enhance weld quality on some applications and may have dramatic negative weld quality impact on many other common welds applications.[] Robots and Weld Process Calibration: Few global robots have received correct robot / power source calibration. In attaining consistent daily weld quality and production performance the contractual requirements of calibration are provided and need to be understood by engineers and managers.
Managers and engineers with weld process control expertise will resolve some of the weld issues before the robots are delivered to their plants:
The majority of global MIG welding robots will within thirty days after being installed will reveal weld issues that will then continue to affect the plants daily weld quality and productivity. The reason for the weld issues from the new robots may be;
[1] The robot intergrater while understanding his robots lacks the Weld Process Control expertise necessary for the robot weld process optimization.
[2] The developed robot programs have not compensated for the part dimension variations which occur with high volume stamped parts.
[3] The weld equipment, weld transfer mode and consumables selected are poorly suited to the applications.
[4] The robot cell equipment is not calibrated.
[5] The robot cell lacks equipment options such as automated TCP controls or joint tracking options which would have alieveated some of the issues.
When a manager or engineer orders a robot, if they the robot weld process control expertise my program provides, they will have the ability to ask the right questions and demand in the robot equipment purchase order, specific weld quality - productivity requirements. This simple function which is called "management - engineering process ownership" will enable less weld issues when those new robots are delivered.
Caterpillar benefits from Ed's process expertise.
Ed set this robot to weld a 40 diam pipe.
1980s to early nineties:
[1] Ed was the first person in North America to set a robot to weld all position flux cored weldS for a 40 inch pipe line.
[2] Ed was also the first in the world to set ASME qualified robot pulsed MIG welds for the difficult task of welding boiler pipe to headers. Customer was ABB Combustion Eng.
[3] Ed was the first person in the world to set on site, robot Inconel / stainless pulsed MIG clad welds inside a water wall boiler.
[4] Ed was the first person in the USA to set a "multi robot line. 4 robots" to successfully MIG weld a large aluminum part. (golf car frame)..
In the early nineteen nineties, Ed established the multi-robot pulsed MIG data, for these aluminum golf cart frames. This complex application had less weld problems than the typical auto plant welding simple carbon stl parts.
Visit all of Ed's MIG and Flux Cored Training Materials.
All weldreality weld programs.