










WHO BENEFITS FROM WELD REWORK ON COSTLY ALLOY PARTS?
Austenitic - Martensitic - Ferritic Stainless Steels: None of the following weld processes, regular TIG - Pulsed MIG - Plasma or Flux Cored can consistently provide the weld quality that can be attaines with TIP TIG. A ten minute demo will prove that when welding chrome nickel alloys, TIP TIG will always produce the lowest possible weld heat input, the least weld distortion, the lowest oxidation, the best weld fusion and the lowest porosity potential.
Most alloy parts are expensive and TIP TIG enables the lowest possible manual or automated weld rework.
|
|
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of GMAW (MIG) & Flux Cored (FCAW) weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
I have been evaluating weld process and weld consumables for more than four decades and I never saw a weld process that could consistently attain the weld quality, the mechanicals, the metallurgy, productivity & cost benefits that's possible with this TIP TIG process especially in contrast to regular TIG - Hot Wire TIG and Pulsed MIG processes.
The following provides some info. on this important process, however if you want to master this process, become an expert in it's use and train others on the required process control - best TIP TIG weld practices, please go to my training resource section.
The evolution of the traditional GTAW (TIG) process, is TIP TIG:
TIP TIG WELDING EQUIPMENT, & WELD PROCESS
COMPARISONS PLUS WELD APPLICATION BENEFITS:
The information provided in this section on the TIP TIG process is minimal. If you are interested in the world's most comprehensive TIP TIG Self Teaching and Training Program that covers optimum weld data and best TIP TIG weld practices required for most of the worlds weld applications, then viist here to attain Ed;s TIP TIG Program.
Note the TIP TIG program also includes AN advanced AC - DC TIG training program.
[]TIP TIG 100 to 400% more weld from each welder per/hr than the TIG process.
[] TIP TIG always superior weld quality than TIG. Improved fusion less porosity.
[] TIP TIG superior metallurgical - mechanical properties than TIG derived from better weld quality and less weld heat.
[] TIP TIG less concerns for weld heat than manual TIG or Hot - Cold Wire TIG, less oxidation and distortion potential and superior mechanicals and corrosion properties.
[] TIP TIG easier to use for any weld positions than TIG - MIG - Flux Coredm easy to learn easy to train.
Hy this is Ed Craig. In 2008 I went to evaluate the TIP TIG process in Scotland where I met Darren Mathierson a canny Scots engineer who provided a great weld demo. It took me five minutes with this evaluation to know I was witnessing the biggest break through in weld technology in my short 40 year weld career.
On my return from Scotland, back in Philadelphia, I got together with my good friend Tom O'Malley. Together we created an import company called TIP TIG USA. In 2009 with an exclusive agreement with Siegfried Plasch the Austrian inventor, we bought the first TIP TIG units to North America, and later we took this important weld process to Australia. Getting close to retirement, a few years later I sold the company to Tom, and Tom, may he rest in peace died well before his time in 2014.
If you weld code quality steels or any alloy applications you need to take a look at the TIP TIG process. When you call the TIP TIG USA to set up a demo or to send weld samples, ask for Nick or Patty, and tell him that an old fart called Ed sends his regards. However before you call, if you want real world weld info on this process, and especially want to know how TIP TIG compares with the other arc welding processes, take a few moments and continue to read this section and dont forget I have the world's best TIP TIG training program in my training resource section.
The patented TIP TIG weld process was invented by Siegfried Plasch, an engineer who lives in Austria.

TIP TIG USA is responsible for TIP TIG sales in
North & South America and also Australia.
TWO PRIME WELD REQUIREMENTS FOR MOST CODE AND ALLOY WELDS.[1] Highest possible weld quality..
[2] Lowest possible weld heat..
TIP TIG ENABLES THE HIGHEST POSSIBLE ARC WELD QUALITY WITH THE LOWEST POSSIBLE ARC WELD HEAT. TIP TIG IS ALSO EASY TO USE AND PROVIDES EXCELLANT PRODUCTIVITY WITH IT'S LOW COST WELDS..ONE WAY TO SHOW SOME OF THE EXTRAORDINARY TIP TIG WELD BENEFITS IS TO TAKE A QUICK LOOK AT WELDING COMPLEX TITANIUM ALLOYS, WHICH DURING THE WELDS ARE HIGHLY SENSITIVE TO OXIDATION AT LOW TEMPERATURES. TITANIUM HAS FOR DECADES CREATED MANY WELD CONCERNS AND TOO FREQUENTLY REQUIRED EXTENSIVE, COSTLY WELD REWORK.
THE MAJORITY OF TITANIUM WELDS ARE MADE WITH MANUAL GTAW (TIG) OR AUTOMATED HOT - COLD WIRE TIG. ALL THE TIG WELDS WILL TYPICALLY REQUIRE A CUMBERSON GAS TRAILING SHIELD.
The following information and video shows TIP TIG manual welding Titanium without the use of a Gas Trailing Shield. What is important about the TIP TIG video, is the TIP TIG weld demonstration video shows how easy it is with this important process to weld complex titanium alloys.
Note: When a process has attributes that are good for welding titanium, these attributes should be good for the majority of all alloy welds..
BETTER WELD QUALITY & EASIER TO USE THAN THE TIG..
TIP TIG WILL ENABLE SUPERIOR TITANIUM WELD QUALITY AND PRODUCTIVITY THAN THAT POSSIBLE WITH THE REGULAR MANUAL TIG, OR THE HOT - COLD WIRE AUTOMATED TIG PROCESSES.
As with welding most of the world's alloys, when welding Titanium, the use of TIP TIG should allways enable the highest possible arc weld quality with the lowest possible arc weld heat, both tremendous weld benefits.
Take the best TIG weld on any titanium application, and on any manual or automated weld the TIP TIG process should deliver superior weld quality with a dramatic weld cost bonus as the TIP TIG welds will be done typically 200 to 400% faster than the TIG welds.
LOOKING FOR WELDERS, OR WAYS TO REDUCE TIG WELD COSTS?
THIS GTAW WELD LABOR WELD COST FACT IS SO AMAZING, THAT YOU HAVE TO WONDER WHY SO MANY WELD DECISION MAKERS WOULD CONSIDER USING THE REGULAR MANUAL TIG OR AUTOMATED HOT - COLD WIRE TIG PROCESS.
TYPICALLY DURING THE WORK DAY, ONE TIP TIG WELDER WILL READILY ACHIEVE THE WELDS ATTAINED BY 2 TO 4 MANUAL TIG WELDERS, OR 2 TO 4 AUTOMATED HOT WIRE TIG APPLICATIONS.
As weld speed is a prime factor in the weld heat produced, in contrast to most manual and automated TIG welds, the higher deposition, much faster TIP TIG weld travel rates will dramatically lower the weld heat which of course reduces the concern for part distortion and weld oxidation, (porosity). Also with the TIP TIG process, the higher current potentail and unique weld puddle agitation, (slows weld solidification) changes the weld dynamics which both increases the weld fusion capability and reduces the welds porosity potential.
LET THE FOLLOWING VIDEO PROVIDE PROOF OF THE PROCESS:
Examine the "untouched" TIP TIG, TITANIUM, SILVER weld color in video (below). This color reveals the lack of oxidation. This TIP TIG weld is made by a first time user of the process on titanium plates and TIP TIG is used without the use of a gas trailing shield.
Note: Depending on the weld application and code or NDT specifications utilized, Silver - Straw - Bronze - Brown can be acceptable for titanium welds.
Also with TIP TIG, the Titanium weld wire tip, (also sensitive to oxidation) is always in the TIG arc sweet weld and gas shielding spot, and even at the weld completion the Titanium wire tip is protected from oxide formation by the post shield gas flow. Apart from the Titanium wire savings you will achieve from using the MIG wire reels, think about the common TIG weld wire waste that you will prevent, no more oxidized, expensive alloy wire cut offs sitting in the scrap. Note: Typically 10 - 15% of regular TIG wire ends up as scrap.
Thanks to the higher TIP TIG manual / automated weld speeds, and of course the TIP TIG electrode negative polarity, at TIP TIG Tom and I made the following TIP TIG welds on Grade 2 Titanium, 3/16 (5 mm) parts without using a gas trailing shield.
When Tom and I worked on this Titanium part for one of the largest titanium fabricators in the eastern part of the USA, we achieved the bright (untouched) silver titanium weld without any indication of oxide contamination on the welds, or on the back side of the part.
While a trailing shields will likely be necessary for thin gage Titanium parts, I believe most Titanium welds on parts > 3 mm will not require trailing shields, and with TIP TIG, you can achieve weld quality and productivity that cannot be attained with any other process.
Titanium..Regular TIG versus TIP TIG.
IT'S IRONIC FACT, THAT THE HIGH TECH INDUSTRIES ARE TYPICALY SLOW TO EMBRACE NEW PRACTICAL WELD TECHNOLOGY:
Why in 2015 would any weld or fab shop, use regular manual TIG or Hot / Cold Wire TIG for their Titanium welds, when for more than a decade, the far superior, easier to use TIP TIG process has been available?
TRADITIONAL MANUAL GTAW, OR AUTOMATED HOT - COLD WIRE TIG AND TITANIUM WELDS:
As with the above USA Navy defence contract. Typically all position, manual or mechanized Titanium TIG welds on parts > 3 mm will be carried at very low weld GTA speeds in the 3 to 6 inch/min range. The low GTA weld speeds generate high heat welds, and therefore to minimize the effects of the weld heat oxidation on the weld, "gas trailing shields have been a critical weld requirement for most Titanium welds. When alloy welds are sensitive to oxidation you know weld rework and weld porosity will be an issue. In contrast to regular TIG, depending on the part thickness, TIP TIG manual weld speeds on Titanium parts will typically be 10 to 30 inch/min. On most titanium welds on parts over 1/8 a gas trailing shield would not be required.
If your organization uses regular manual TIG or Hot - Cold Wire TIG for automated titanium welds, you will be pleased to know that with TIP TIG, most manual or automated titanium welds will typically be done 200 to 400% faster and always should provide superior weld quality.
FOR THOSE OF YOU THAT WORK WITH ALLOYS AND WORK IN THE DEFENCE, AEROSPACE, MEDICAL, POWER, OIL. GAS AND CHEMICAL INDUSTRY, REMEMBER, THE WELD / PART BENEFITS THAT TIP TIG CAN BRING TO TITANIUM WELDS, ARE THE BENEFITS ANY WELD DECISION MAKER COULD APPLY TO MOST OF THEIR ALLOY APPLICATIONS.
ITS 2016: MANAGEMENT IS WORRIED.
THE JOB REQUIRES 12 NEW GTAW (TIG) WELDERS.
THE BAD NEWS: The new welding job needs at least 12 skilled TIG welders, and the company is having a difficult time finding them.
THE GOOD NEWS: if any company decided to use the TIP TIG process rather than traditional manual TIG, that company would instantly enable a dramatic increase in it's hourly weld deposition rates and the company would find that instead of 12 TIG welders, to get the job done on time they would only need to hire 3 or 4 TIP TIG welders.
With the TIP TIG process, if the correct training is provided, any company with a few days of training could make someone "who has never TIG welded into a TIP TIG weld professional that could meet any ASME or other all position code weld quality requirements. Myself or TIP TIG can provide the training/
A manager that's not got his head buried in the sand may think.."Lets see, that's eight regular TIG welders we cannot find and now don't need, at an average yearly wage of $60,000 a year, with the decision to switch to TIP TIG we could easily save half a million dollars a year in labor, also the ability to out bid other TIG shops on future projects and the better quality welds with reduced distortion has great interest".
For those concerned with TIG labor Costs
When did your welders last produce a "manual untouched" common, 309 stainless to steel weld that looked like this?
Above: 309 stainless to carbon steel 1/4 (6 mm). The 1/4 manual fillet weld is untouched. Note the small HAZ and lack of oxidation, both features reduce distortion and cleaning concerns. Without TiP TiG this weld would not be possible.
TIP TIG: IN CONTRAST TO ANY OTHER TRADITIONAL MANUAL OR AUTOMATED WELD PROCESS ENABLES A DRAMATIC IMPROVEMENTS IN WELD QUALITY AND A DRAMATIC REDUCTION IN WELD HEAT (WELD JOULES) FOR ANY STEELS AND ESPECIALLY ALLOY APPLICATION:
Regular GTAW (TIG) utilizes Electrode Negative (EN) polarity which is good polarity for weld heat reduction as it dissipates most of the weld heat away from the tungsten tip into the part welded. However the Achilles Heel of the regular TIG, and the automated HOT - COLD Wire TIG process is these processes provide very low weld deposition rates, and these deposition rates create low weld travel rates that are typically in the 2 - 8 inch/min range. While the EN polarity takes the weld heat away from the tungsten tip into the part, its the slow TIG weld speeds that are generating the high weld / part heat input.
In contrast to regular TIG, the TIP TIG process through it's unique patented weld pool agitation, slows the weld solidification. This enables more wire to be fed into the weld pool. This change in the weld solidification dynamics enables much greater TIG weld deposition rates allowing for faster TIP TIG weld speeds. The typical TIP TIG weld speeds are in the range of 9 to 50 inch/min.
In contrast to all other manual weld processes, when you combine the higher TIP TIG weld speeds with it's EN polarity benefits, you should always attain the lowest attainable Weld Joules. The TIP TIG lower weld heat input also produces welds with the smallest HAZ and therefore welds that produce the least possible weld distortion.
With the TIP TIG agitated welds, you reduce the potential for lack of weld fusion and with sluggish alloy welds, you also produce welds that should have the lowest possible weld oxidation. This enables alloy welds that will have the lowest weld porosity and the lowest potential for lack of weld fusion defects..
Note: In comparison to Pulsed MIG - Flux Cored, regular & Hot / Cold Wire GTA welds, with the TIP TIG process you can typically expect a weld joules reduction in the range of 50 to 200%.
TIP TIG is not new weld technology, it's been around for more than a decade, however TIP TIG is part of an industry in which process "change" is typically considered to be a a SWEAR word.
To be implemented, new weld technology that produces real world application weld quality and cost benefits, needs to be driven by progressive management, engineers and supervisors.. When the technology is not embraced, it's a usually a reflection of the lack of the weld decision makers process expertise.
If necessary, TIP TIG is also provided with unique
automated weld equipment, info below..
2008: TIP TIG DRAMATICALLY REDUCES THE CHALLENGES ASSOCIATED WITH WELDING COMPLEX ALLOYS:
Numerous global weld shops daily face the challenge of welding complex alloys or welding applications with stringent code weld quality requirements. The challenging weld applications can be as varied as welding pipes or valves in a nuclear plant, turbine parts, sub sea valves, submarine parts or the exhaust on the latest jet fighter.
When welding demanding costly machined or prepared applications, managers and engineers always strive to avoid rejects, costly weld rework, costly material replacement and additional costly material handling and machining.
Weld managers, supervisors and engineers will be glad to know that in contrast to all other available manual or automated weld processes, TIP TIG is the easiest to use and will always provide the highest possible weld quality with the best metallurgical results for the applications.
COPPER TO STAINLESS.
On the right a 3/8 wall (9.6mm), 10 inch (25 cm) diameter Copper to Stainless pipe weld. This is a complex weld application with two alloys that have very different weld solidification temperatures.
[] TIP TIG, no pre-heat required.
Weld wire 0.035 (1mm), ErCuNiAI (Amptrode 46).
Note: The weld shown is untouched, and this was a first attempt with TIP TIG.
COPPER TO STAINLESS TIP TIG WELD BENEFIT. A PROCESS FOR BOTH THE ROOT & FILL PASSES: TIP TIG did both the root and the three fill passes. The complete TIP TIG weld cycle time including the root was approx 200 - 300% faster than that possible by the regular TIG welders.
COPPER TO STAINLESS TIP TIG BENEFIT: LOWEST WELD DEFECTS.
Note the fluid weld energy on these two alloys that typically produce very sluggish welds. The improved weld fluidity was possible as TIP TIG enables higher wire feed rates which allow for higher weld current than that typically attained with a TIG welder. Also the TIP TIG hot wire current and weld agitation further slows down the weld solidification providing superior side wall fusion and less pore defects than that possible with regular TIG, on either Cu or stainless. The customer appreciates a process that requires no weld rework.
COPPER TO STAINLESS TIP TIG BENEFIT: CLEANER WELDS - LESS FUMES. The weld as mentioned is untouched. Note the weld cleanliness and the lack of oxidation from the faster TIG weld speeds. These clean welds will have lower pore / inclusion defects than that possible with regular TIG. Also with TIP TIG you will achieve the lowest possible weld fumes.REMEMEMBER TIP TIG IS A MANUAL - AUTOAMATED WELD PROCESS THAT BRINGS BENEFITS TO THE MAJORITY OF ALL ALLOY APPLICATIONS....
SOMETIMES COMPANIES THAT WELD ALLOY PARTS, WILL LOOK TO PURCHASE A COMPLEX AND COSTLY PLASMA, ELECTRON BEAM OR LASER PROCESS FOR THEIR WELD SOLUTIONS, AND IN MANY INSTANCES IT WAS NOT NECESSARY?
Any manager working with code quality welds or welding costly alloys will want to attain optimum, consistent, manual weld quality with good productivity. That same manager would likely also believe that the weld process selected should have the capability to attain consistent weld conformance with those pre-qualified weld procedures. Its common throughout the global weld industry for companies to sometimes go over board and purchase weld technology that they may not need.
With TIP TIG the addition of a simple turn table, an automated weld carriage, or a simple bore clad welder as shown below will lead to remarkable automated weld quality with very low weld heat input. For more on weld automation visit the TIP TIG Automation Section.
Why would any pipe shop use regular TIG, pulsed MIG or
flux cored to weld any code quality applications?.
You can weld pipe the old fashioned way (left), then grab the grinder to dig out the weld just put in or to remove the defects found later, or you can use a process like TIP TIG (right), less skills required, no spatter, no fumes, no weld rework. TIP TIG reduces inter pass and post heat concerns. TIP TIG is easy to use on both the pipe root welds and fill passes. Lets face it this process is so welder friendly, why not put two welders on the job?
[] TIP TIG FEATURE:
Less weld heat, than GTAW - Hot / Cold Wire GTAW or any MIG weld transfer mode.
TIP TIG BENEFITS.
Always superior mechanicals with less distortion and lowest possible weld fumes.
[] TIP TIG FEATURE:
Always lowest weld oxidation potential.
TIP TIG BENEFITS.
The cleanest possible untouched welds reduce clean up and should produce the lowest possible weld porosity.
[] TIP TIG FEATURE:
Highest GTA weld energy (higher TIP TIG wire feed rates enable increased current), with unique patented agitated weld pool that slows weld solidification.
TIP TIG BENEFITS.
Least concern for lack of weld fusion defects with all metals and especially with sluggish alloys like duplex, nickel and stainless.
Note: Always superior weld fusion than any pulsed MIG mode or GTA weld.
[] TIP TIG FEATURE:
Much higher manual - automated TIG weld deposition rates.
TIP TIG BENEFITS.
200 - 400% more weld production per-hour than the manual GTAW and Hot - Cold Wire processes.
[] TIP TIG FEATURE:
Automatic wire feed always into arc sweet spot and no foot control required.
TIP TIG BENEFITS,
Dramatically reduces the high weld skill requirements associated with most all position manual TIG welds and epecially with pipe welds.
[] TIP TIG FEATURE:
Four simple weld settings will weld most applications.
TIP TIG BENEFITS.
Easy to teach and and weld procedures are simple to establish.Note if you intend to keep using MIG and flux cored for your code or alloy applications, please take a moment after you finish this section to look at my manual - automated Weld Process Controls - Best Weld Practices, self teaching and training resources. These resources will enable the highest posiible weld quality with theses processes at the lowest possible weld costs...
Highest weld cleanliness...No brushing or grinding required. When the untouched pipe welds look like this, you know their will be no weld defects revealed by the NDT...
A FEW TIP TIG WELD EQUIPMENT BENEFITS:
[] The TIP TIG torch provides a "constant fed weld wire which is maintained in the optimum arc sweet spot, (impossible to achieve by any manual TIG welders.
[] The TIP TIG wire feeder provides a "unique, patented, mechanical action on the weld wire. The mechanical action AGITATES the weld pool changing the weld dynamics. The pool agitation slows the weld solidification enabling more wire to be fed into the TIG arc. The resulting increased wire, higher weld deposition rates provides for the use of higher than normal TIG weld current. The increased deposition also enables faster TIG weld travel rates.
[] The increased TIP TIG weld speeds dramatically lowers the TIG weld heat, while the increased weld current enables greater weld fusion potential. The increased weld energy and weld agitation also lowers weld porosity.
[] TIP TIG arc current is generated typically by a traditional 350 - 500 Amp, TIG power source that has features that can communicate with the TIP TIG torch
TIP TIG SIMPLIFIES WELD PROCEDURES, REDUCES WELD SKILLS & ENABLES EASY WELDER QUALIFICATION FOR CODE WELDS:
Photo right: The highly skilled manual TIG welder is required to sometimes operate a foot amp control, and manipulate and feed the TIG weld wire. Each manual TIG welder brings their own subtle skills to their welds, and you will note the influence of the welder's skill differences, in the weld appearance and weld quality attained.
The all position, TIG weld differences between each manual TIG welder, and the many arc start / stops required by the regular manual TIG process, are typically the prime reasons for traditional TIG pipe weld defects that will be revealed by NDT. Also the high weld heat input from the very slow manual TIG weld speeds is often the prime cause of cracks, distortion, oxidation and mechanical or corrosion issues. The high weld heat is also one of the reasons for inter pass temp concerns and post heat treatments.
Manually feeding the TIG wire at the right moment, and placing the TIG wire in the correct arc / weld spot and is a big part of the required regular TIG welder skills and is a learning process that typically takes extensive time, especially for all position welds. The bottom line is these skills are not necessary with the mnaual TIP TIG process
2015. Outdated for more than a decade.
HOW MANY GLOBAL WELD SHOPS HAVE THEIR TIG WELDERS LIKE THE WELDER ABOVE USING HIGH SKILLS TO DEPOSIT ON AVERAGE TYPICALLY LESS THAN 1 LB/HR, WHEN FOR MORE THAN A DECADE, THE TIP TIG PROCESS HAS BEEN AVAILABLE, ITS EASIER TO USE, ENABLES 100 TO 400% MORE WELD, AND THE WELDS CAN HAVE SUPERIOR WELD QUALITY?
TIP TIG superior quality welds on any metal,
any thickness > 0.060 & any position welds.
WHAT USED TO TAKE MONTHS OR YEARS TO LEARN CAN NOW BE LEARNT IN A WEEK.. WELCOME TO MORE TIP TIG WELD BENEFITS.
[] With manual TIP TIG welds, you take the slow, uncontrolled, inconsistent manual wire feed rates out of the TIG welding process, and also eliminate the defects which are found in the arc starts / stop locations.
[] With manual TIP TIG, their will be no no foot cramps as the welders do not require a foot control.
[] With manual TIP TIG, welders require much less welder skills. One reason is s the welder does not feed the weld wire and can control the torch with one or two hands, or use one hand for additional support as shown in the two photos above.
[] As the TIP TIG welder does not have to concentrate on feeding and placing the weld wire, or on a foot control, this enables the welder to provide more focus on the weld pool.
REDUCING WELDER REQUIREMENTS & WELD SKILL REQUIREMENTS CAN LOWER LABOR AND WELD REPAIR COSTS.
[] Regular TIG is a very low deposition process that on average produces around a pound of filler metal per-hour. Therefore when a company has to do TIG welds they may have to hire or use many welders to get the work out of the door. The regular TIG welders are considered highly skilled and are difficult to find. The more manual welders that required on the job, the greater the potential for weld differences and therefore weld defects. In contrast, with using TIP TIG, the weld shop can attain deposition rates that can increase the TIG weld production typically in the range of 200 to 400%. A message to those weld decision makers that are aware that this year is 2015...
TIP TIG enables lower labor costs, enables highest weld quality and dramatically lowers the potential for weld defects..
Managers - Engineers and Supervisors take note:
HOW IMPORTANT IS IT WITH THOSE COSTLY ALLOY OR CODE APPLICATIONS TO PROVIDE WELDERS WITH AN EASY TO USE PROCESS THAT REQUIRES ONLY FOUR SETTINGS AND SIMPLE WELD PROCEDURES. A PROCESS THAT ENABLES BOTH THE HIGHEST POSSIBLE WELD QUALITY AND WELDS AT THE LOWEST POSSIBLE WELD COSTS.
MANAGEMENT, RATHER THAN BEING FOCUSSED ON FINDING WELD DEFECTS WHY NOT PREVENT THOSE WELD DEFECTS.
QA and Weld Management, with the recommendation to purchase the TIP TIG process, you could then advise the weld shop personnel that for the first time they will be able to utilize a process that is cost effective, and has the potential for the least weld defect formation.
FOUR TIP TIG MANUAL OR AUTOMATED AMP / WIRE FEED WELD SETTINGS FOR ANY STEELS OR ALLOY APPLICATIONS, ANY ANY WELD POSITION, FROM GAGE TO ANY THICKNESS.
Note: TIP TIG provides the required one day process control - best practice training with the TIP TIG purchase.
NO PULSED SETTINGS, NO WAVE FORMS AND NOTHING COMPLEX TO OPERATE:
To operate TIP TIG process, you simply set one of four common recommended weld current setting on the TIG power source and on the wire feed control set the one of the four common TIP TIG wire feed settings.
Note: From a global ASME weld code perspective, TIP TIG would be considered a "Hot Wire TIG process" however due to the patented "mechanical action" on the TIP TIG weld wire and weld agitation, TIP TIG welds are far superior to that possible with Hot Wire - Cold Wire and traditional TIG.
TIP TIG CHROME AND NICKEL STEELS:
No other process can even come close to the weld quality attained with TIP TIG on alloy applications..
None of the following weld processes, regular GTAW, regular MIG, Pulsed MIG or the Gas Shieded Flux Cored process can provide the manual or automated, all position weld quality that TIP TIG can deliver.
There are certain welds that you produce
that you know will never reveal defects.
What other manual / automated process do you
know can make any welds without weld defects?.
Complex - HEAT SENSITIVE Alloy Weld Applications.
When a process can provide the best possible, all position, manual or automated weld quality with the lowest possible weld heat and the lowest weld costs, management and engineers who figure out its time to stop "doing it the way we have always done it" will with their acceptance of TIP TIG, have a weld process that can provide the ultimate weld solutions for the world's most complex alloy welds.
Ed in Thailand managing Textron Tanks 275 ksi Armor Plate. Welding High Strength or alloy steels, none of the following weld processes, regular TIG - Pulsed MIG or Flux Cored will provide the weld quality that TIP TIG can provide.
Also with high strength materials, remember TIP TIG will always produce the best possible weld porosity and fusion, and the lowest possible weld heat producing the smallest possible weld HAZ. This leads to consistently enable the best mechanical and corrosion properties.
I wish I had TIP TIG process when asked many years ago to manage a contract in Thailand for a USA company called Textron. The Thai Army had purchased the Textron, USA built Tanks, and many of the new tanks had developed numerous cracks before the tanks got out of the Thai testing grounds. My MIG and flux cored repair welds were made on armor steels that were 270.000 tensile steel strength, and boy thats a metal that cracks like ice when subject to weld repairs in the vicinity of the original welds. Wish I had had TIP TIG.
Managers and engineers who are not stuck in the 1960s, or stuck in "this is the way we have allways done it" mode, would with weld process awareness, know that for arc welds (manual or automated) on complex alloys such as Jet Engine Castings to welds on Turbines or Nuclear parts, that they simply cannot do better than the TIP TIG process.
LIKE MOST ALLOYS OR CODE QUALITY WELDS, INVESTMENT CASTINGS WELDS AND WELD REPAIRS, WILL BENEFIT FROM AN EASY TO USE WELD PROCESS THAT CAN CONSISTENTLY DELIVER THE HIGHEST POSSIBLE WELD QUALITY, ALWAYS WITH THE LOWEST WELD HEAT:
Most alloy steels attain their mechanical or corrosion properties from the specific alloys utilized and the heat treatment provided, therefore when welding alloys, it's logical to use a weld process that can provide welds without defects, and welds that can allways provide the lowest possible weld heat...
IN MY ROLE AS PRODUCT / TRAINING MGR WITH AIR GAS - AGA - PRAXAIR (LINDE) AND LIQUID CARBONIC I EVALUATED WELD PROCESSES FOR MORE THAN THREE DECADES. IN THE EVALUATIONS, I NEVER SAW A WELD PROCESS THAT OFFERS SO MANY REAL WORLD WELD QUALITY - COST BENEFITS.
TIP TIG WIRE FEEDERS AND RELATED EQUIP WELD EQUIPMENT, EASY TO OPERATE, MAINTAIN AND REPAIR:Maintenance supervisors will be glad to know that TIP TIG weld units are readily adapted to many modern 350 - 500 amp TIG power sources that have the ability to communicate with the TIP TIG torch.
TIP TIG is easilly adapted to automated weld equipment including robots. TIP TIG can utilize both air and water cooled torches, however as TIP TIG uses higher weld current than TIG with extended weld duty cycles, water cooled torches are most common.
With TIP TIG you do not require a foot control. Welders can make good use of their TIG skills with TIP TIG and benefit from the use of one or two hands on the torch. With the constant fed wire feed and two hands on the TIP TIG torch, most manual TIP TIG welds should look like and have the quality of automated TIG welds.
Please Note: Do not confuse TIP TIG with any other global Hot / Cold TIG automated or manual TIG weld systems. Your North American weld personnel may say they have tried this technology, if they do they are confusing TIP TIG with other hot or cold wire manual or automated systems that simply cannot compete with this process. The TIP TIG process has only been in North America since Sept. 2009 and this is the only available global TIG process that physically changes the TIG weld pool.
With TIP TIG you should expect the highest possible
weld quality with both manual and automated welds.
Using MANUAL TIP TIG this welders is making better quality welds, (TIP TIG practice welds right and application welds above) than what is typically possible on Water Cooling alloy tubes and using costly "automated" TIG tube weld equipment... Note the untouched weld quality and very small HAZ..
Below, common Tube to Plate welds. Manual TIP TIG can if required deliver superior weld quality - productivity than TIG weld automation, or of course you can use TIP TIG with auatomation..
WHAT stainless weld fumes?
As Bechtel engineers and this TIP TIG welder found out at the Nuclear Waste facility, they finally have a process which will reveal no rework required with the X-Rays or other NDT that will follow.
TIP TIG. Duplex, Super Duplex, Inconel and Stainless Applications:
None of the following weld processes, regular TIG - Hot or Cold Wire TIG - Pulsed MIG or Flux Cored can provide the weld quality and metallurgical properties that TIP TIG can deliver.
SLUGGISH ALLOYS: With the unique TIP TIG weld pool agitation and higher current TIG capability per application, any alloys which typically have sluggish weld concerns and the resulting weld fusion and porosity issues should be less of a concern with the TIP TIG process.
DUPLEX: TIP TIG is the optimum process for welding Duplex pipe root / fill pass welds in any weld position.
DUPLEX: As TIP TIG dramatically reduces weld heat input, concerns about duplex ferrite levels or impact properties are greatly reduced. With TIP TIG ferrite levels and impact properties should simply never be a weld issue.
MECHANICALS: With TIP TIG both mechanical and corrosion properties will be enhanced from a weld process that always provides the best possible weld quality with the lowest possible weld heat input.
From Jeremy: TIP TIG. Edmonton.
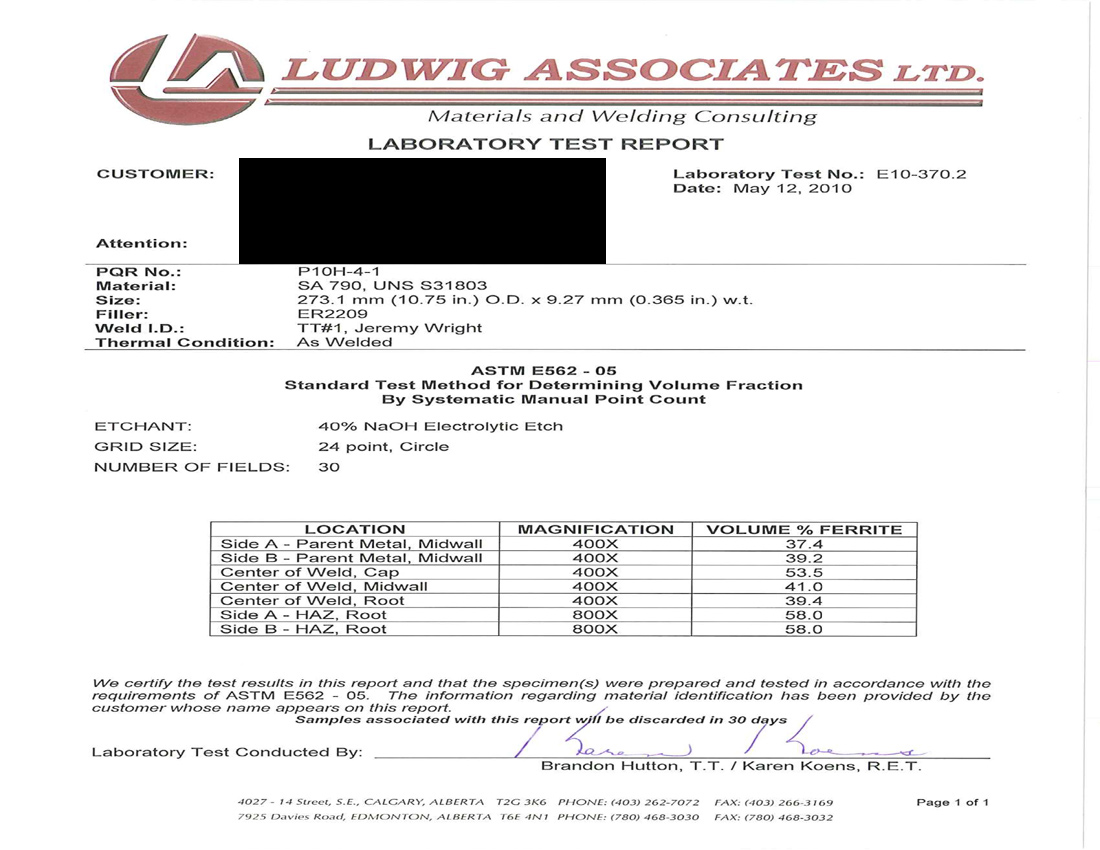
Dear Ed: Reference the Alberta Cold Lake / Tar Sands Duplex Weld Coupon results. We received the TIP TIG weld test results on the 10” duplex coupon that I welded in April. The customer reports that he has never seen Duplex weld / ferrite / mechanical results as good as these. The ferrite results are reported below.
TIP TIG DUPLEX. "CONTROLLING FERRITE".
Note: As indicated in the above report, with this TIP TIG, "first time" attempt (no playing around) on an oil field, duplex application, the ideal Ferrite Volume percentage was consistently attained.
CONTROLLING FERRITE ON DUPLEX PIPE WELDS IS MADE SIMPLE WITH THE MANUAL OR AUTO TIP TIG PROCESS.
The volume percentage of ferrite present in duplex stainless steel clad metals will influence both the mechanical and corrosion properties.
Both strength and stress corrosion cracking resistance may be reduced when the FN is less than 30.
There will be is a loss of ductility and toughness of the clad metal when the FN is above 70 in duplex.
Duplex Welds. The Ferrite Number decreases with the rise in heat input and dilution. Pulsed MIG, regular TIG and flux cored will typically provide much higher weld heat input than a TIP TIG weld.
Consistent control of the Ferrite is essential to achieve optimum corrosion resistance and
mechanical properties yet the reality of pulsed MIG and flux cored when utilized, is a change in the gun angles or a change in the process weld wire stick out, can impact the ferrite volume.
FOR THOSE WELD SHOPS THAY HAVE TO ATTAIN CONSISTENT OPTIMUM FERRITE LEVELS WITH THEIR DUPLEX WELDS OR CLADD APPLICATIONS, SOMETIMES IT WILL BE A FRUSTRATING ATTEMPT WHEN THE PULSED MIG AND GAS SHIELDED FLUX CORED PROCESS ARE USED.
IN CONTRAST, ATTAINING OPTIMUM CONSISTENT FERRITE VOLUME IS SIMPLE WITH TIP TIG. WITH TIP TIG THERE ARE NO WELD FUME CONCERNS, NO WELD SPATTER, THERE SHOULD BE NO WELD REPAIRS REQUIRED, AND TIP TIG CAN DO BOTH THE ROOT TO ANY NUMBER OF MULTI-PASS WELDS WITH ANY METAL IN ANY WELD POSITION.
TIP TIG WELD APPLICATION:
" SMALL DIAMETER" STAINLESS TUBES TO SHEET WELDS.For the small diameter stainless tube welds shown on the right, the easy to use TIP TIG process enabled the welder to use "two hands" on the light weight torch to provide ultimate manual control of the TIG torch as it went 360 degrees around the small diameter tubes.
Heat exchanger material: 1.4571 Tube Diam 3/4 inch (18mm). 2 layer welds required. Welds must be defect free. TIP TIG Weld time: 14 sec/weld.
On these TIP TIG tube to sheet welds, note the weld tail on each weld. The tail was a customer requirement to keep arc starts / stops out of the welds. This manual TIP TIG welder benefited from using two hands on the torch and the controlled, constant wire feed rate generated an automated weld appearence. The welds were done 2 times faster than regular manual TIG. The resulting TIP TIG weld quality was superior to the manual TIG and pulsed MIG welds previously applied. The TIP TIG welds produced the lowest distortion and were 100% defect free. One thing companies need to consider instead of purchasing costly orbital, automated equipment for applications like this, they can get the same quality and productivity with a manual welder and the TIP TIG process..
While GTAW requires the highest manual arc welding skills, TIP TIG dramatically reduces those GTAW skills. TIP TIG, no foot control required, no feeding a wire at the right moment in the optimum arc plasma position.
As a litthe bonus. TIP TIG typically delivers 100 - 400% more GTAW weld per/hr, and with superior weld / part quality than possible with GTAW.
It's nice to use one hand and have reduced concerns for those Stainless Weld FUMES?
Duplex welds are simple with TIP TIG.
You will see weld cleanliness and weld colors you have never seen before.
Untouched, Super Duplex, MANUAL TIP TIG, 1/4 Fillet.
NUMEROUS QA WELD AND PART BENEFITS FROM TIP TIG.
[] CONTROLS: With TIP TIG the weld shop will have the ability to apply the most effective manual Best Weld Practices and Process Controls achieving greater conformance to weld procedure requirements.
[] LESS SKILLS: TIP TIG REQUIRES LESS SKILLS THAN MIG, FLUX CORE OR REGULAR TIG FOR ALL POSITION WELDS.
[] ONE PROCESS: For code quality welds, the TIP TIG welder can use a single weld process for any weld, any alloy and any weld position.
[] SIMPLE: TIP TIG USE FEW AND SIMPLE WELD PROCEDURES.
[] LOWEST HEAT: The TIP TIG welds will provide the lowest weld heat which will provide numerous weld benefits for all heat sensitive weld alloys.
[] DISTORTION: TIP TIG ENABLES THE LEAST WELD DISTORTION.
[] WELD CLEANLINESS: TIP TIG enables the lowest weld oxidation.
[] METALLURGY - MECHANICALS: TIP TIG PROVIDES SUPERIOR MECHANICAL / CORROSION PROPERTIES.
[] SLUGGISH ALLOYS: TiP TiG reduces the weld fusion concerns with alloys that produce sluggish weld solidification.
TIP TIG AND WELD AUTOMATION INFO...
While many companies spend thousands or millions on their robots, weld automation and fixtures, I often wonder with many of the companies that I had visited, how much consideration went into the actual weld process optimization requirements and the weld consumable selection.
With many weld shops, the weld process selection is greatly influenced by the weld NDT (or lack of) requirements. There typically will be a dramatic MIG - TIG weld quality differences delivered from a Truck weld part supplier, than the MIG - TIG weld quality delivered in a pipe shop.
Note: A weld professional with process control expertise would never be concerned about the weld quality requirements of any application, as evey weld that they are responsible for, would be delivered always with the best possible weld quality,
2009: When "extraordinary weld quality" is required automation is added to the weld process. For decades, the the regular TIG, Hot Wire TIG and Cold wire TIG would be considered or requested. These GTAW processes when used with many automated applications were extremely sensitive to arc length variations. Also the low GTAW weld deposition rates that resulted often produced very slow weld travel rates with high part heat.
With robot welds, when filler metal was required for the weld with Hot Wire or Cold Wire GTAW, the robot would often be prone to more down time than up time, and th robot GTAW combination depending on the application would often be considered a "high risk" weld application.
PROBLEMS WITH TRADITIONAL AUTOMATED GTAW (TIG) WELDS:
To enable consistent melting of the traditional constant fed cold or hot TIG wire into the small, narrow TIG arc plasma, there are many essential weld variables that have minimal room for change or error.
A few of the variables:
[] arc current,
[] arc length,
[] tungsten condition,
[] wire feed rate,
[] weld travel speed,
[] weld wire placement.
[] wire to tungsten distance.
With the conventional, automated hot or cold TIG welds, if the weld wire is not maintained at the correct distance from the tungsten tip to work, or the wire is not aligned in the same plain as the tungsten tip, the resulting weld energy in the small weld pool can dramatically change and the weld may end up being more sluggish and result could be lack of weld fusion or an increase in porosity. Of course if the wire gets too close to the tungsten this can result in tungsten contamination.
With many automated TIG applications, Automatic Height Control will be used to control the tungsten to work distance . It's interesting to note that companies who do a lot of automated hot and cold wire TIG clad welds, will run the 0.045 alloy wire with horizontal / vertical up welds typically at wire feed rates of 80 to 150 inch/min (1 - 2 lb/hr).
The conventional automated TIG process utilizes both Cold Wire and Hot Wire in which the weld wire is preheated with low amps. The automated TIG "cold wire" process is frequently used for challenging welds in which slower wire feed or slower weld speeds are beneficial to the application. Using the conventional TIG "hot wire" process, the weld shop can produce automated weld quality with occasional weld defects and poor weld deposition rates, however if you have ever established the weld data for traditional hot or cold, automated TIG welds, you would be aware of the frequent weld, equipment and consumable issues that are generated from feeding a small diameter weld wire at a constant rate into the small narrow target in the weld pool, between the tungsten and the work.
Providing an automated Inconel TIG clad weld in the bore of a valve, or making a nuclear mechanized TIG weld repair on a failed valve and at the other end of the spectrum watch a robot struggle with TIG cold wire weld on the edge of a stainless or aluminum electronic control cabinet. One thing most of these automated TIG weld - clad applications will have in common
is daily weld quality, consumable and equipment issues.
Note: The use of the traditional hot wire process for "manual TIG applications" was not considered practical.
2009: Application: Deep Sea Valves. Traditional
Automated TIG, Inconel Clad Bore Welds.
Deep sea valves may require Inconel or stainless clad GTAW welds in the bores and other locations. The automated clad bore welds may have to meet exacting maximum clad (5 - 10% iron) weld dilution requirements.
To meet the highly critical clad weld standards which usually require "Defect Free welds" on the the finished machined clad weld surfaces, you will find many weld shops will struggle to maintain weld quality consistency in their automated Hot and Cold wire welds.
With the high clad weld quality requirements for Sub Sea Valves, the clad welds usually have high weld repair, machining and material handling cost consequences. It's common in the facilities that do these welds to find many engineers and managers stuck in that "THIS IS THE WAY WE HAVE ALWAYS DONE IT MODE" and when weld quality issues arise, for the root cause, they will look to weld shop personnel as a prime cause of the daily automated TIG clad weld issues.
Rather than "people issues" the "automated HOT / COLD WIRE GTAW" clad weld quality issues will in reality come from five areas which are easy to control;
[1] Poor weld procedure practices and data taken from unsuitable PQR data. The clad bore procedures are many times qualified on pipe coupons which have little in common with the actual valve bore welds.
[2] Failure of weld management and engineers to provide complete clad weld and manufacturing instructions for the shop floor personnel.
[3] The use of an out dated automated automated / manual GTAW clad weld process. If they are not using TIP TIG they are using an inferior weld / clad process.
[4] The automated equipment that rotates either the torch or parts, is frequently inconsistent, poorly calibrated and highly sensitive to minute weld process, consumable and equipment changes. Remember TIG with the HOT - COLD wire process is highly arc length sensitive.
[5] The management fails to establish uniform best weld practices and fails to provide their engineers, technicians, supervisors and weld shop personnel with the effective process control - best practice training.
2009: MANY IN THE SUB SEA FAB INDUSTRY NEED A WELD PROCESS WAKE UP CALL.
Its now 2015. When any industry has the highest possible weld quality demands and that industry is not aware of a superior and easier to use manual / auto weld process than the traditional GTAW process, what does that say about the managers and engineers running the weld departments?
On the right we have a typical automated Inconel or stainless clad bore weld. The reality with deep sea valve weld applications is they will usually have an automated and manual clad weld spec or standard that is actually less forgiving than the traditional ASME standards applied to welds made in a Nuclear plant.
When any plant has to work with demanding weld requirements, you woul think that its a logical responsibility of the prime weld decision makers to ensure the best possible weld processes
With the TIP TIG Automated clad and the Manual weld process, a weld department will have a process in which;
[] The TIP TIG process is the same for both the required automated and manual welds, (does not require Hot - Cold Wire).
[] With most welds made with no more than four weld settings, and a process wasier to use, the TIP TIG process will simplify both the welder qualification and the weld procedures..
[] With TIP TIG, the automated weld process arc length sensitivity is dramatically reduced and weld deposition rates are dramatically increased.
[] In contrast, with the The TIP TIG automated process, the weld puddle dynamics are dramatically changed. The TIP TIG weld pool agitation, (slows weld solidification). TIP TIG also enables increased weld current that comes from the higher wire feed potential. The improved weld wetting, the increased weld energy and the lower weld heat that comes from the faster weld speeds, enables much higher multipass clad weld quality and higher clad weld speeds The improvements in weld quality and faster weld speeds will provide dramatic cost benefits for both the weld and machine shops.
[] On these valve bore clad welds TIP TIG should readily allow a 50 - 70% increase in weld deposition rates which apart from the obvious labor saving costs also reduces the weld gas costs by approx.. 50%.
[] When ever you deal with oil company applications you typically will find hundreds of weld procedures, when you set up TIP TIG you likely will not require more than three sets of weld parameters.
[] One thing to always keep in mind is the TIP TIG manual process even when utilized for repair welds will consistently deliver better quaity than any automated Hot - Cold Wire GTA weld.
Manual or automated the TIP TIG weld quality is always the highest possible..
Manual or automated, TiP TiG provides unique
auto pipe weld quality - productivity benefits.
The information provided in this section on the TIP TIG process is minimal. If you are interested in the world's most comprehensive TIP TIG Self Teaching and Training Program that covers optimum weld data and best TIP TIG weld practices required for most of the worlds weld applications, then viist here to attain Ed;s TIP TIG Program.
Note the TIP TIG program also includes AN advanced AC - DC TIG training program.
TIP TIG APPLICATION:
2205 DUPLEX INDUSTRIAL HEATING BOILERS.
Thin gage. 0.035 - 0.045 (1 - 1.2 mm).TIP TIG WELD QUALITY: TIP TIG will provide your organization with the manual and automated capability to attain weld / clad quality levels way beyond the conventional TIG - PLASMA - PULSED MIG - MIG SPRAY - MIG STT / RMD / CMT and Flux Cored.
A problem most people have with these full penetration thin gage boiler materials and their requirements for defect free welds, is the duplex weld is sluggish and weld wetting is poor which effects the weld fusion and weld travel rates. The customer typically used a maximum welding travel speed with a conventional automatic cold wire TIG set at 15-17 inch / min).
The first TIP TIG welding parameters and speeds we achieved with an 0.035 (1mm) 2205 Duplex cold wire are as follows:
Welding Current : 190Amps
Welding Voltage: 12.5Volts
Travel Speed:- Double at 35 inch/min. The UK TIP TIG rep Darren Mathieson, reported. The time he had at the facility was limited and that this application could readily exceed 40 inches 100cm/min. The customer stated the defect free weld we achieved were welds with a superior bead appearance, less weld distortion, and the process was much more stable and consistent.
TIP TIG APPLICATION:
AUTOMATED WELDS VACUUM BOILER COMPONENTS.
Material: Carbon steel.
TIP TIG Welding current: 190A
Material thickness: 0.050 (1.5mm)
TIP TIG Welding speed: 18 inch/min (450mm/min)
TIP TIG Welding wire 0.035 (1mm).
This full penetration vacuum application required defect free welds and the regular automated TIG system was slow and had weld instability issues which affected the weld quality. TIP TIG eliminated weld issues and established quality and productivity levels.
TIP TIG APPLICATION:
HYDRAULIC PARTS.
High pressure hydraulic components. Automated Bushing welds on 5 mm, carbon steel.
TIP TIG provided consistent 100 % defect free welds with an 0.035 (1mm) wire, welded with 260 amps. The bushing weld cycle time was 15 seconds. With pulsed MIG you would have had lack of weld fusion concerns. There is no other process that will repeat the weld quality attained on this automated weld project and the weld equipment costs were under $10.000.
TIP TIG APPLICATION:
STAINLESS, TANK WELDS.
Tank Wall Thickness 5/8. 15mm. Vee Groove
TiP TiG automated weld speed: 16 inch/min 400 mm/min
Wire specification: EN 12072 W19123L Si.
What you are getting here with TiP TiG is defect free weld quality thats superior to conventional TIG and pulsed MIG. The Vee groove weld speeds were approx. 16 inch/min, you could easily achieve this speed with pulsed MIG or flux cored, the question would be how confident would you be that the pulsed MIG and gas shielded flux cored weld radiographs or UT will not find those costly to repair weld defects.. By the way what a pleasant weld shop, the welders enjoy working with a process in which spatter is none existant and fumes are not visable.
TIP TIG APPLICATION.
ROBOT BRAZED WELD
WELD REQUIRED SUPERIOR
COSMETIC WELD SURFACE:
This Cyberweld TIP TIG success was an ABB robot brazing application on the Jaguar X150 cars. Origionally a robot MIG braze system with Vision Guidance had been installed at the plant to perform the welds on the car roof joints. The quality of the finish of the MIG weld was considered critical, and the robot supplier (as usual) had not been up to the task to achieve the MIG braze quality required by Jaguar engineers.
By the way it's obvious looking at the cumbersome robot selected that the Jag engineers had made some very poor equipment choices for this application, (engineers that are paid to know better). The responsible engineers and technicians worked on the MIG braze problems for a number of months without success. It took a few hours with this poorly suited robot and the TIP TIG process to provide the braze weld quality required by Ford.
ROBOT GTAW HOT - COLD WIRE VERSUS TIP TIG..
Process experienced manufacturing managers, engineers and robot integrators, would with process expertise shy away from a robot application that requires complex welds with the regular TIG, Hot Wire, or Cold Wire TIG process. The reasons for the apprehension would be that in the past these companies may have experienced on their robot GTAW weld applications, that the robot controlled HOT WIRE TIG process, (wire preheated approx. 60 - 100 amps) can be extremely sensitive to arc length variations and many other weld variables. With too many robot GTAW applications, robot Down Time will often compete with robot Uptime.
Usually with robots and conventional GTAW, a tight limit and balance is required between the TIG wire feed rates, the weld travel rates, the weld arc lengths, the weld current and always a concern, the exact GTA wire placement in the narrow plasma TIG arc and small fast solidifying weld pool.
The conventional automated Hot Wire TIG the process sensitivity is further enhanced with the low weld deposition that influences the current utilized. On many robot GTAW applications, due to the narrow, low energy plasma generated, a small diameter wire is typical and 0.030 - 0.035 are often the norm. Typical HOT - Cold wire feed rates are in 1 to 3 m/min range. The low Hot - Cold wire feed rates will require slow robot weld speeds.
NO PRODUCTION - TOO MUCH WELD HEAT AND COMPLEXITY ADDED BY THE ROBOT, WHY BOTHER?
Its an ironic point that few managers or engineers seem to be aware of. With the purchase of that costly robot regular Hot / Cold Wire TIG cell, the typical robot weld deposition rates attained with these processes are usually not much more than that enabled by a single MANUAL TIG welder who would of course be using a much larger TIG weld wire diameter such as an 0.062 or 3/32 wire and also would not have the typical robot down time issues.
Note: Cold Wire GTAW also has weld wire fed into the TIG arc plasm, without the filler wire being preheated. With the Cold Wire process and robot welds, the process sensitivity is increased and the weld concerns just get worse.
THE GTAW SOLUTION FOR ROBOTS HAS FOR MORE THAN A DECADE BEEN TIP TIG.
Around 2010 or 2011, I approached Wolf Robotics (used to be ABB robots Arc Weld Division for USA) with the TIP TIG process. Like most robot companies the salesman are the key players and as with most weld salesman, there is usually a lack of weld process expertise. Its therefore no surprise that with some of the salesman that the response to TIP TIG was that they had minimal interest in a weld process that was not considered conventional, or was not sold by Miller - ESAB or Lincoln. As with many key weld personnel the fear of change was part of their daily routine..
Someone in the ABB USA marketing or engineering department, must have finally woke up a couple of years later to recognize and embrace the extraordinary robot GTAW weld quality / productivity / metallurgical and cost benefits attainable with the TIP TIG process. In 2015, ABB now offers the weld industry extraordinary weld opportunities with the ABB Robot / TIP TIG weld cells.
Note: As you can tell, I have little patience for so called qualified weld engineers, managers, supervisors, technicians or sales reps who are apathetic or slow to embrace new weld technology, especially when that technology can enhance their companies's capability, reputation, growth and also provide a unique opportunity for increased profits. I get even more frustrated with these individuals when they don't have to find the new weld technology and its presented to them on a silver platter. Think about the weld application and process comparision data available at this web site.
By the way I am qualified to talk about weld sales people, as in my Corporate role over four decades as Training, Marketing and Product mgr. with Air Gas, AGA, Praxair, and Liquid Carbonic, I personally trained over 2000 weld sales reps on weld process controls. I also can comment on ABB, as I used to be the North American corporate Robot Weld Trouble Shooter at ABB Headquarters. Michigan, and later the Robot Weld mgr. at ABB Robots Colorado. With arc welding applications the choice of robots is of course important, and in 2015 as I did twenty years previous, I believe that the Swedish pragmatic - practical approach to engineering and their logical weld software, that the ABB Swedish built robots are still my first choice for "arc welding" robots. I have always had great respect for the ABB technical people who build and integrate those robots. However if you integrate robots and don't bother to become a weld process control expert, perhaps you are in the wrong profession and would be better suited to working for Starbucks.
2015: Great automated weld combo. ABB robot & TIP TIG.
As an automated process, TIP TIG in contrast to the traditional automated Hot & Cold wire GTAW process is a much more ROBUST weld process that with the enhanced GTA weld dynamics is simply less sensitive to the arc length variations that can occur with many GTAW welds.
ARC LENGTH INFLUNCED BY THE PARTS, WELDS, ROBOT PROGRAMMING & TUNGSTEN WEAR.
Where conventional GTAW and Hot - Cold Wire GTAW can created many variables that were a concern, the TIP TIP process will reduce or eliminate these variables. Of special value with robot TIP TIG welds is the fact that TIP TIG enables higher weld / clad quality than GTAW, and also much higher GTAW weld deposition rates. The increase in weld deposition allows an increase in the TIG current (more intense wider TIG plasma) and a dramatic increase in robot GTAW weld travel speeds.
The increased robot weld speeds from TIP TIG not only dramatically increases the GTAW weld production, the faster TIPTIG weld speeds also enable lower weld / part joules for a dramatic decrease in the part weld distortion potential.
The robot / TIP TIG bottom line. TIP TIG is an easy weld / clad process to use with most weld automation and especially when used with robots. The ABB - TIP TIG combination will provide consistent, extraordinary weld quality at higher weld production rates than the normal GTAW or Hot Wire process. By the way this is a process you only consider when the MIG process does not meet your weld quality requirements or meet your weld / part metallurgical needs.
TIP TIG and COMMON AUTOMATED SEAM WELDS.
Optimum weld quality & high weld speeds
TIP TIG is the best process for traditional tank / pipe SEAM welds.
.
TIP TIG Seam Weld data. Stainless thin gage 0.050 (1.5mm), 100 - 300% faster..
Weld requirements. Single Pass, full fusion, defect free.
TIP TIG Weld Amps 180A. Seam Weld Speed.. 30 inch/min.
If you use regular TIG - Hot or Cold Wire TIG for seam welds, please note,
that a change to TIP TIG will likely increase your seam weld production in the range of 100 - 300%.. Hey it's only money and some manager or engineer might make a name for themselves.
While many weld companies would be happy with a 10 - 15% increase in TIG weld productivity, with TIP TIG we can show you better weld quality with a conservative productivity increase typically in the range of 100 to 400%.
Note the TIP TIG weld cleanliness, the extremely small HAZ, no weld spatter or visable weld fumes.
IN CONTRAST TO REGULAR TIG, THE TIP TIG PROCESS IS COST EFFECTIVE FOR BOTH SMALL OR LARGE WELD APPLICATIONS.
KIS - KIS - KIS.. It's simple when only one weld process is required.........
AT MANY FACILITIES THAT DO CODE QUALITY STEEL WELDS OR ANY ALLOY WELDS, YOU WILL FIND THE USE OF MULTI-PROCESSES SUCH AS MIG - PULSED MIG - FCAW - TIG OR SMAW, NONE OF WHICH CAN PRODUCE THE WELD QUALITY POSSIBLE WITH TIP TIG..
When they are not asking a salesman for weld advice, weld shops usually will have many questions ON THE WELD PROCESS:
[] Which process should we use
for the pipe root?
[] Which process is best for the pipe fill passes?
[] Which process for those vert up / over head plate welds?
[] Which process will provide the best weld quality, lowest weld rework and best side wall fusion?
[] Which process enables best control of ferrite levels?
[] Which process produces the least distortion?
[] Which process provides the best metallurgical properties?
[] Which process is best for sluggish alloys?
[] Which process is best for the weld repairs?
[] Which process provides the cleanest welds?
[] Which process will enable the least weld pre-post heat?
[] Which process can use the smallest vee or J prep?
[] Which process provides the lowest weld dilution for cladd welds?
IT'S A BASIC FACT THAT CAN BE PROVEN WITH A QUICK TIP TIG DEMO ON ANY PARTS A COMPANY WOULD WANT TO SUBMIT. IF YOUR COMPANY HAS TO PRODUCE ALL POSITION CODE, OR HIGH QUALITY ALLOY WELDS, AND WANTS TO CONSISTENTLY PRODUCE OPTIMUM WELD - CLADD RESULTS WITHOUT WELD REWORK OR LIABILITY CONCERNS, CONSISDER TIP TIG.
A PICTURE IS WORTH A THOUSAND WORDS. TAKE A LOOK AT THIS TIP TIG, SINGLE PASS 1/4 (6mm) HORIZONTAL FILLET WELD.
TIP TIG MANUAL FILLET WELD. ALLOY 400. Examine the weld energy, the weld consistency, examine the very small HAZ, the "untouched" unusual weld cleanliness and weld continuity.
FOR THOSE LOOKING AT "PULSED MIG FOR WELDS WITH NDT REQUIREMENTS.
ON MANY PULSED MIG (concentrated arc plasma) ALL POSITION WELDS ON STEELS > 5mm, DUE TO REVERSE POLARITY, ANTICIPATE HIGH WELD HEAT DRIVEN INTO THE PARTS HAZ.
[] WITH THE LOW PULSED BACK GROUND CURRENT FOR 50% OF THE ARC CYCLE IS TYPICALLY LESS THAN 100 AMPS INFLUENCES THE WELD ENERGY AND WELD FUSION.
[] WITHOUT OPTIMUM PROCESS PARAMETER CONTROL, EXPECT WELD SPATTER AND WELD TRANSFER INCONSISTENCY.
[] WITH THE REACTIVE PULSED MIG GAS MIXES EXPECT WELD POROSITY & OXIDE INCLUSIONS.
[] WITH THE TYPICAL PULSED MIG DEPOSITION RATES THAT IN CONTRAST TO SMAW AND TIG CAN READILY BE BE 6 TO 10 TIMES GREATER, THE PULSED MIG MANUAL WELD SPEEDS ARE MUCH FASTER AND IN MANY INSTANCES ARE TO QUICK TO ENABLE THE REQUIRED WELD FUSION.
AS DISCUSSED IN MY BOOKS AND PULSED MIG SECTIONS ARE A FEW OF THE REASON HAS POOR SUITABILTY TO ATTAIN DEFECT FREE, "MANUAL" ALL POSITION, CODE QUALITY WELDS.
In the last three decades, while the costs of MIG equipment was being driven downwards, the major global weld equipment manufactures found electronics, and then found out what bells and whistles could be added to their MIG equipment.
MAKE IT MORE SOPHISTICATED AND JACK UP THE PRICE.
2015.. I have evaluated Pulsed MIG equipment since the 1980s and the weld reality is the real world practical "steels and alloy steels" weld benefits attained from the pulsed electronics are often only in the mind of the pulsed MIG equipment manufactures and the weld equipment salesman.
2015: After personally evaluating pulsed MIG equipment for more than 25 years, from my perspective I believe that the REP Pulsed MIG process is not capable of providing optimum, "consistent", all position weld fusion especially on applications over > 6 mm. The pulsed MIG weld issues become more of a concern if the steels or alloys welded are considered "sluggish".
[] The fluctuating pulsed MIG peak to back ground parameters provide an inconsistent arc plasma. And with a process that provides a back ground current (50% of arc time) of less than 100 amps this often provides less weld energy than is sometimes desired for the weld depostion provided..
[] For steels and alloy steels, Pulsed MIG uses "reactive gas mixes" which increase oxide formation which increases weld porosity / inclusion potential. TIP TIG only requires one gas "inert argon" and the EN - TIP TIG welds should always be cleaner.
[] With the Pulsed MIG process you will have "wire stick out (WSO) changes" during the weld. The common WSO variations can typically provide 10 to 25% changes to the pulsed MIG weld parameters effecting the weld quality consistency. WSO is not an issue with TIP TIG.
[] In contrast to TIP TIG, manual pulsed MIG lacks the ability with manual welds to control the weld starts / stops and weld tie-ins data.
Feb. 19 2010:
E-Mail.
Subject: MILLER PIPE PRO AND PIPE WELDS:
Ed. Reference our recent experience with Miller Pipe Pro MIG for pipe root / fill passes.
PIPE ROOT WELDS & RMD: In controlled welding conditions using the Miller "RMD short circuit process" for the root we would experience lack of fusion at the side of the root bead on P1 group 1 Carbon Steel pipes. The root weld defects did not show up in radiographs but were obvious in the radius side bends. On the pipe ID the root bead was through, but narrow in spots. Although the weld defects were corrected at the PQT they came back with a change of MIG wire from a different wire manufacturer.
PIPE FILL PASSES & PULSED MIG: Mechanical testing of the pipe fill passes was then carried out for the same pipes with the Miller Pulsed MIG mode available on the Pipe Pro power source. We decided on these pipes not to use the RMD process for the root passes and instead used TIG for the root pass and it was noteable that the TIG side bend tests had zero defects. For the fill passes we used the pulsed MIG process. With this process we had four coupons with a first fill pass area beside the root bead that opened up".
Ed the bottom line is we don't have a lot of confidence in either the Miller RMD process for the roots or the Miller pulsed MIG or FCAW processes for the 5G fill passes. The Miller sales rep claimed an apprentice welder can make pipe welds with this equipment with two days training. As you well know Ed, it's not making the pipe welds that is the concern, it's having the welders first time pass the weld NDT requirements so we can avoid costly weld rework. It looks like we are heading back to TIG for both the root and fill passes, which brings up my interest in TIP TIG.
Regards TW:
Email:
Ed, the Pulsed MIG mode is a sucessful pipe weld process when used on automated pipe weld systems, so why is it less sucessful with manual pipe welds?
Ed's Answer. The automated pipe weld systems provide what no manual pipe welder can provide. They provide regulated weld speeds, wire stick out control and regulated weld weaves. With the weld weaves, you may also be able to produce increased voltage energy spikes at the weave ends, this improves the side wall and weld tie in fusion.
Ed developed the world's largest self teaching - training programs on MIG - Flux Cored - Advanced TIG and TIP TIG Best Weld Practices & Weld Process Controls..
WELDING STEELS AND ALLOY STEELS.
TIP TIG IN CONTRAST TO PULSED MIG:
Process Typ Volts Typ Opt Weld Transfer
and AMP RANGEControl of
Arc Starts
Arc StopsReactive
Gas or special mixes?Wire
Stick out
influenceAll position
root fill pass
capabilityHeat sensitive alloys
MIG23
28Required. Influence oxide reaction.
TIP TIG12
16
Least oxidation.
IN CONTRAST TO REGULAR TIG, THE TIP TIG PROCESS WHEN WELDING LARGE DIAMETER OR THICK WALL PIPE, WILL TYPICALLY DELIVER ON AVERAGE 200 TO 350% MORE WELD FOR THE PIPE FILL PASSES. ALSO THANKS TO THE FASTER TIP TIG WELD TRAVEL RATES, THE ELECTRODE NEGATIVE POLARITY WELD HEAT INPUT WILL BE MUCH LOWER THAN ANY OTHER ARC WELDING PROCESS.
STEELS & ALLOY STEEL WELDS.


 [4] EASY TO LEARN AND USE..With all position pipe welds, the TIP TIG process provides superior
[4] EASY TO LEARN AND USE..With all position pipe welds, the TIP TIG process provides superior