TIG Weld tips for manual and automated TIG welds
on aluminum and on all other metals.
Regular TIG as above, creates many weld issues with weld
automation, however
TIP TIG can eliminate many of those weld issues
For
the world's most effective
manual or automated TIG
weld process, view the TIP TIG process at this site.
Email. Question.
Hy
Ed. Would you please provide some guidelines and general data for establishing
automated TIG welding parameters
Answer. First please note that those who utilize the regular TIG process for manual or automated welds on parts > 0.060, > 1/16 should consider the TiP TiG process. This is a process that I and my buisness partner Tom bought and introduced to North America and Australia around 2008 - 2009.
IMPORTANT WELD BENEFIFTS NO COMPANY SHOULD IGNORE:
In contrast to regular TIG, Hot Wire TIG or Cold Wire TIG, when filler metal is required, the TiP Tig process is easier to use, will provide better weld quality, always better after weld metallurgical results, the lowest weld distortion potential, and TIG welds at approx. 25 to 30 % of the typical manual or automated TIG weld labor costs.
|
2018: One of the most important considerations in all TIG, (GTAW) welds, is the selection of the tungsten type and size. Many tungsten types are available, but the weld reality with most TIG welds, is that the real world weld benefits are attained from utilizing 1 - 2% Lanthanated or Ceriated tungsten, and also Pure tungsten. If however you are using an advanced TIG power source with an AC Balance Wave Control, then there is no need to use Pure tungsten as inferior welds will be produced.
The TIG industry is an industry in which creatiing change would be like getting Trump to read a complete book.
If you are a welding dinosaur, and still using Thoriated tungstens, you are not obviously not concerned for yourself and fellow workers about the radiation health hazards that can be generated in the dust particles when grinding thoriated tungsten.
Of great influence with all TIG welds, is the selection of the correct size tungsten for the weld amps required per-application.
TIG Tungsten Size and approx. Weld Current for regular DCEN.
Note: Also use for all AC Balance Wave TIG welds:
Use the Amp Data to select the Tungsten Size.
If past the 75% of the current go to the next size tungsten.
Tungsten
Ceriated
Lanthanaum
0.020
(0.5mm)
0.040
(1.0mm)
|
DCEN amp range
5 to 20A
15 to 70A
|
BEST
EQUIPMENT FOR ALUMINUM TIG WELDS IS A POWER SOURCE WITH AN EN-EP WAVE BALANCE CONTROL.
WITH THE BALANCE CONTROL, THERE IS NO NEED FOR AC CURRENT / TUNGSTEN CONCERNS.
ALUMINUM WELDS & BALANCE WAVE CONTROL, USE LANTHANATED OR CERIATED TUNGSTEN AND USE THE SIMILAR CURRENT
AS USED WITH ANY DCEN WELDS.
|
0.062
(1.6mm)
|
70 to 140A
|
3/32
(2.4mm)
|
130 to
210A
|
1/8
(3.2mm)
|
200 to
310A
|
5/32
(4mm)
|
250
- 500A
|
Try
and ensure with
the TIG tungsten selected, that the weld current most frequently
used is not > 80% of the recommended weld amp range for the tungsten.
|
.
So what is the BEST Value in the
"Advanced" TIG power sources made in North America?

Miller Dynasty with water cooler.
|
There are two Power Sources that Miller produces that are outstanding.
1. For TIG welds The Miller Dynasty. Above, sitting on torch water cooler.
2. For CV MIG welds, (none pulsed) The Miller Delta Weld.
Note: Best Pulsed MIG equipment is I believe manufactured by OTC.
|
So you have just paid a premium price and purchased the latest AC/DC TIG equipment, however your experienced TIG welders don't believe they need to learn about the Advanced TIG Process Controls available on the equipment. After all, "why change the way we have always done it". So you ask them the following questions.
[] It's important to know jow use the Balance Wave settings on their next aluminum welds, do they know why?
[] If they know about the Balance % or Current option and were going to set the Balance Wave %, what is the minimum percentage of RP required for most aluminum Balance Wave welds?
[] Why will that Balance Wave settings enable the welders you to use a none pure tungsten for aluminum?
[] Why would Balance Wave settings have the potential to dramatically lower weld heat input on that heat sensitive 6xxx series aluminum parts?
[] Why would you consider a Balance Wave setting for alloy steels welds or clad welds.
[] Why would you consider Balance Wave settings for the best control of small
size aluminum welds?
For those small automtated TIG welds, I really liked
this cost
effective, TIG power source.

Anyone who
has worked with automated TIG orbital TIG systems, knows
that the typical low current TIG plasma is usually very arc length sensitive, and therefore the TIG arc continuity and weld quality consistency is highly dependent on retaining the shape and quality of
the tungsten welding tips.
Automated or manual TIG welds, the TIG are starts can greatly impact the tungsten tip wear. TIG weld start data can be critical especially with automated and also manual TIG welding applications.
TIG tungsten life is improved with a pre-set timed amp ramp up from a low start current to the operating weld current.
The Cobra TIG 150A power source
shown above was from my perspective, one of the best, economical, small pulsed TIG power sources
designed for "orbital tube welds". Why I kiked this unit? there was no useless bells and whistles on this equipment, just logical, practical weld process control features.
This TIG equipment delivered consistent, controlled weld results, and the company that
provides the equipment provided excellent product support. Cobra
TIG power source were available from MK products in California.
2018 Note: Most modern TIG power sources provide an amp ramp up / down control. Apart from the obvious weld benefits from this control, a prime welder benefit is that with this control there is no need for a manual welder to use a foot control. Also this weld start option makes manual TIG weld procedures more meaningful. It's facinating to watch over the last decade that many of the weld shops who purchased TIG equipment with this control still allowed welders to continue with foot control, I put this lack of logic down to,
[1] this is the way we have always done it nonesense,
[2] lack of management, QA and engineering weld process ownership,
[3] process ignorance and lack of effective process training.
|
SO WHAT IS THE MOST LOGICAL TIG
TIP PROFILE FOR MOST WELD?.
.
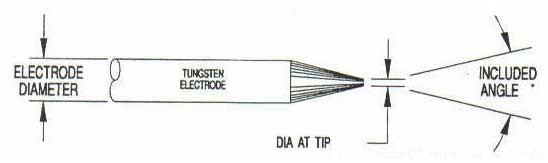
DCEN or AC Balance Wave.
.
Best tungsten included angle for all DCEN TIG welds > 50 amps, (including balance wave aluminum welds),
would be a 45 - 50 degrees included angle,
add a small flat on the tungsten tip surface.
For any AUTOMATED DCEN TIG welds, or AC Balance Wave TIG welds using Arc Voltage Torch Height Controls, (or fixed height controls) with the use of the correct tungsten, type, tungsten size, profile and start - end and weld parameters, a tungsten as shown above should typically last at least 4 to 6 hours without a tungsten change for re-grind.
|
2018. Question: So why is it in the Global Aerospace - Defence industry that the majority of TIG welders will be using out-dated weld specifications, incomplete or poor procedures, not using the best available process controll options, and likely not consistently using
the Best TIG
Weld Practices for common products such as this Bellow weld below?

When all is not optimum in the weld shop,
the solution is found in the front office
.
2018 Ref: the above Edge TIG Bellow Welds. With most Aerospace, Defence and Medical industry Bellow TIG welds, weld porosity and controlled weld depth are critical factors for concern. If NDT revealed that weld repairs are required on the above edges bellow welds, their may be concern about possible weld surface oxide formation that results on the first TIG pass.
The logical way to attain consistent high quality edge bellow alloy steel welds, is when possible only allow automated welds with Advanced TIG equipment features.such as Ramp Amp Up / Down data control, Gas Controls, and Pulsed Hz controls. Of course TIG Automation also regulates the weld speeds and the arc lengths utilized, all of which enable control weld fusion and quality. Important.
The Balance Wave Controls that is used for Aluminum welds will also produce a unique, beneficial cleaning action when used correctly on specific steels and alloy steel welds.
Also and most often overlooked with many bellow welds, ensure that a trailing inert gas shield is use to protect the bellow weld surface as the weld cools. That trailing argon shield will minimize oxide formation, and if weld repairs are required, there will be a cleaner weld surface to work with. As for ensuring the weld depth on those bellow welds, (typically NDT is not suited) for a simple scratch mark on the side of the bellows where the minimum weld depth is supposed to reach is a good approach to ensure fusion depth has been attained.
NASA - Boeing, Airbus, Lockheed and Spacex, and others in the Aerospace industry are welcome to the above free advice, which typically will not typically be specified in your Aerospace weld specifications, most of which by the way have changed little since the 1980's to 1990's..
IN THE HIGH TECH INDUSTRIES SUCH AS AEROSPACE, DEFENCE AND NUCLEAR, YOU WILL OFTEN FIND OUTDATED WELD EQUIPMENT, OUTDATED WELD PROCESSES, OUTDATED OR LESS THAN OPTIMUM WELD PRACTICES, OUTDATED WELD SPECIFICATIONS, POOR OR INCOMPLETE WELD PROCEDURES, AND A LACK OF FRONT OFFICE FOCUS OR INTEREST ON ESTABLISHING THE WELD PROCESS CONTROLS AND BEST WELD PRACTICES THAT CAN BE APPLIED TO THE COMMON, MANUAL OR AUTOMATED ARC WELDING PROCESSES. NOW YOU COULD ASK IN THESE HIGHLY ENGINEERED INDUSTRIES, WHO IS RESPONSIBLE?
Try these Questions on TIG welding:
[]
To reduce aluminum weld porosity with an AC Wave Balance Control, you would increase the EN or EP% polarity.
[] You are using a regular, older AC TIG power source, the arc is wondering what is a common cause of this weld issue?
[] With an AC Balance Wave control, what percentage of RP
would you start out with any aluminum welds?
[] Which tungsten type is better suited to DCEN low amp.
[] There is one ideal tungsten angle suited to most DCEN and Balance Wave welds, select it.
It's questions like these that are reasons that my Advanced TIG Process Controls - Best Weld Practices Training or self teaching required is required.
What makes the TIP TIG Process Unique?
2018: TIP TIG has been around for more than a decade,
however it's still a rare weld process in
the companies that pride themselves on being high tech weld / fab shops. For those that want a reminder of why they should be using TIP TIG, the weld benefits are below.
TIP TIG: The TIP TIG process is unique in that it does not require sophisticated power source electronics to provide the many primary benefits to all TIG welds.
TIP TIG: With TIP TIG you will use a patented wire feeder that provides a mechanical action on the Wire Feed Drive Mechanism. The motion delivered to the drive rolls agitates the constant fed TIG wire.
TIP TIG: The TIP TIG process also pre-heats the agitated wire delivered to the weld. Note... TIP TIG goes way beyond what Hot Wire TIG delivers.
TIP TIG: The vibrating, continous fed TIP TIG wire agitates the weld drops as they form on the wire tip. This weld drop motion assists the drops in their rapid detachement and transfer. When the droplets make contact with the weld pool, this also adds to the agitation effect on the weld pool. As all steel producers know, when you agitate molten metal you slow down the weld solidification.
TIP TIG: The pre-heating applied to the TIP TIG weld wire also assists in slowing the weld pool solidification. With slower weld solidification you can with TIP TIG add more weld wire. More wire enables more weld current to be used which again is beneficial in slowing the weld solification.
TIP TIG: Enabling higher than normal TIG depositions with TIP TIG enables much faster weld speeds than that possible with any TIG process.
The combination of EN weld polarity and faster TIG weld speeds, enables the Lowest Possible Weld Joules for any metals, and this also applies when AC Balance Wave Welds on made on aluminum weld joints.
TIP TIG, a weld process that does not require a foot control or that the welder feeds a wire to the weld pool. This makes TIP TIG easy to learn and use than TIG.
TIP TIG, producing much higher TIG weld deposition rates dramtically reduces typical TIG hourly labor costs in the range of 200 to 400%.
TIP TIG, higher weld energy, an agitated weld pool and the lowest possible weld joules, always enables higher weld quality than any regular TIG, Cold Wire or Hot Wire TIG weld.
TIP TIG, a weld process that provides the lowest possible arc weld heat, which combined with the highest possible arc weld quality enables the highest possible Mechanical and Corrosion properties, also the lowest possible weld distortion potential.
2018: Note: I started the USA TIP TIG company and introduced TIP TIG to North America and Australia around 2009. You would think that even in the we dont like change weld industry that after almost 10 years, that the Aerospace, Defence. Power, Oil and Medical industries would be breaking down the doors to introduce and implement this important weld process in their plants. However as I have said a million times on this site. Nothing changes on the weld shop floors until the managers and supervisors responsible for welding understand the importance of being aware of a new weld process or weld consumable benefits. These individuals have to have an interest in the requirements of weld process ownership. They have to believe in Weld Process Controls, and want to ensure that Best Weld Practices are always used. Well you all know how rare it would be to find weld decision makers such as this.
In my weld process controls - best practice self teaching and training resources, I provide the most comprehensive evaulation available of TIP TIG versus TIG. I simplify the TIP TIG weld process requirements and show weld personnel the optimum TIP TIG welding settings and the required unique TIP TIG weld practices for any metals or any applications.
REGULAR TIG WELD DATA ON ARC LENGTHS:
AS MENTIONED WITH AUTOMATED TIG WELDS, THE TIG "ARC LENGTH" IS USUALLY CRITICAL (ESPECIALLY WITH LOW AMP WELDS) TO SUSTAIN THE PLASMA PROFILE AND MAINTAIN THE WELD ENERGY REQUIRED.
TIP TIG NOTE: IN CONTRAST TO ALL TRADITIONAL TIG AND HOT / COLD WIRE WELDS, THE HIGHER WELD ENERGY FROM TIP TIG, PROVIDES A MORE INTENSE, WIDER PLASMA PROFILES, SO THE TIP TIG ARC LENGTH SENSITIVITY IS ALWAYS LESS CRITICAL:
TRADITIONAL TIG DESIRED APPROX. ARC LENGTHS.
The arc length is the arc gap distance between the tungsten and weld surface.
Arc length with applications that TIG weld at 15 to 30 amps = 0.025 - 033
Arc length with applications that TIG weld at 30 to 50 amps = 0.030 - 038
Arc length with applications that TIG weld at 50 to 70 amps = 0.040
Arc length with applications that TIG weld at 70 to 150 amps = 0.070 - 0.080
Arc length with applications that TIG weld > 150 amps = 0.125 - 0.165
TIG WELD SPEEDS AND TECHNIQUES.
 Most automated TIG welds that require filler wire, are carried out with low weld deposition rates of typically 0.5 - 1.5 lbs/hr. Usually on parts > 0.100 with traditional TIG, weld speeds are in the 1 to 6 inch/min range.. Most automated TIG welds that require filler wire, are carried out with low weld deposition rates of typically 0.5 - 1.5 lbs/hr. Usually on parts > 0.100 with traditional TIG, weld speeds are in the 1 to 6 inch/min range..
TIP TIG Note:In contrast to most traditional and Hot Wire TIG welds, with the TiP TiG process, expect a 200 to 500% increase in both automated and manual TIG weld speeds.
If
going to use TIG automation on parts > 0.080 and you don't know the traditional TIG weld speed, start at in the weld speed range of 2 - 5 ipm. Small weld sizes or welds that require minimal filler will require speeds typically over 10 inch/min. Welds that require no filler start at 20 inch/min.
With all TIG welds, use a fore- hand (push) position for the tungsten. The fore-hand helps break
up the metal oxides in front of the welds, this faster weld speeds, cleaner welds and improved TIG arc continuity.
A NOTE ON AUTOMATED TIG WELD SCHEDULES AND ORBITAL TUBE WELDS.
To consistently control weld fusion and minimize weld burn-through, many Orbital
TIG weld procedures will often require two to six weld sets of weld parameter per tube weld.
The tube weld schedules are necessary for the weld starts & ends and also (important) to compensate
for the changing increased weld heat that builds as the TIG weld travels 360 degrees around
the small, thin tubes.
With tube welds it's all about weld fusion control. For example an orbital tube weld schedule may drop the weld current by 10 to 30% between
the weld start and stops of one weld schedule as the tungsten is rotating around the tube.
Typical Orbital Weld Procedure.
[1] Start: Provide
ramp up weld start 20 amps that leads into weld schedule 1.
[2]
Schedule 1. Travel from
12 to 3 o'clock with 60 amps into schedule 2.
[3] Schedule 2. the torch travels 3 to 6 o'clock
at 55 amps into schedule 3.
[4]
Schedule 3. The TIG torch travels between
6 to 9 o'clock at 50 amps into schedule 4.
[5] Schedule 4. The torch travels between
9 to 12 o'clock at 48 amps.
[6]
Then apply the weld crater fil,l and finish data that will
ramp the current down as low as 1 amp.
For
great orbital tube or pipe auto TIG equipment check out either MK and AMI power sources, California.
For manual, conventional TIG applications my choice is typically Miller power source followed by ESAB.
Note:
FRONIUS
has some interesting TIG equipment but tends to be overpriced with too many unecessary bells and whistles for the weld shop.
INTRODUCTION TO TIG ALUMINUM WELDS & BALANCE WAVE WELD TIPS:
Question:
Ed. We are TIG welding aluminum parts. When we use the AC TIG mode, we have an AC Balance Wave Control in which we can adjust the Electrode Positive or Negative polarity balance. And like you mentioned even thos we are an Aerospace company our welders
will all use different TIG settings when welding the same parts. Each welder would swear that their Balance Wave setting is the best or they may not even use the balance wave.
Is there any logic we should apply as to the optimum settings for aluminum and do you have any TIG training program that can get the message across to our welders about the use and benefits from the advanced TIG power source options.
Thanks for your your no nonsense approach to welds, your advice and web site.
Kyle
Ed's Answer.
With an AC TIG Balance Wave weld, you get a TIG weld arc influenced by both the EP and EN polarity. With Balance Wave and aluminum welds, you need a portion of the polarity to be EP. The EP is necessary to create an aluminum oxide cleaning action as occurs with AC welds. Typically 10 to 30% is the EP portion required. So if you set 25% EP, in the EP cycle the majority
of the electrons are drawn to the positive tungsten tip. Those EP electrons collide and breakup the larger gas molecules. The large positive gas molecules generated in the molecular breakup would be drawn to the aluminum Negative surface, and this is what breaks up the tenacious alum oxide skin.
With the Balance Wave welds on aluminum, check the weld
cleaning etch width on the aluminum. If the cleaning etch is too wide, decrease the EP a liitle. If the erch is not wide enough increase the EP% slightly.
For aluminum weld edges and small welds, a tighter
narrower TIG plasma is beneficial, so increase the EN balance. For larger welds, decrease the EN balance.
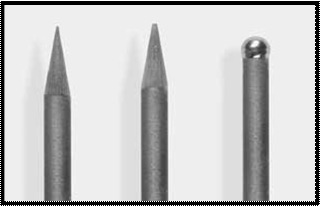 Note: So with the aluminum welds, with the Balanced Wave polarity settings, you can use conventional Lanthanated or Ceriated tungstens.
The use of these tugstens are important as these tungstens on aluminum will maintain their grounded profiles providing far greater control of the aluminum welds. Note: So with the aluminum welds, with the Balanced Wave polarity settings, you can use conventional Lanthanated or Ceriated tungstens.
The use of these tugstens are important as these tungstens on aluminum will maintain their grounded profiles providing far greater control of the aluminum welds.
Ball formation on that pure tungsten simply means poor or limited control with aluminum TIG welds.
Without the traditional AC balled tungsten, the Lanthanated and Ceriated tungsten enables a wide controll range of both the TIG plasma profile and density, this provides numerous benefits for aluminun welds. The Balance Wave can also benefit ALLOY STL. CLAD welds, and any steel welds which can benefit from a cleaning action or added control of the weld fusion.
TIG - TIP TIG PROCESS CONTROLS - BEST PRACTICES TRAINING RESOURCES:
Ref: TIG training resources: If you want your welders to stop playing around with their weld controls and want them to attain the highest possible TIG or TIP TIG weld quality and productiviity from full utilizing Advanced TIG Weld Control OptionsM (often underutilized), I provide the most comprehensive Advanced TIG and TIP TIG Training / Self Teaching weld process control best practice resources.
|
TIG WELDS AND WELD GAS INFORMATION:
As you are aware, the TIG tungsten electrode is highly sensitive to oxide formation, and once contaminated the melting point of tungsten will be dramatically reduced making an ineffective electrode.
To eliminate tungsten oxidation, inert argon is utilized for most TIG welds. When the argon purity is a concern, the use of liquid argon attained in bulk size or smaller mini-bulk liquid cylinders, provide the highest gas purity.
Gas contamination
is a common occurence in traditional HIGH pressure cylinders, The reason for the contamination is the cylinders will not have been purged correctly before use. Also its possible that the cylinders had been previously used for MIG gas mixes that contain
reactive gases such as oxygen or CO2 and these oxide fomers are still remain in the cylinders.
TIG and TIP TIG GAS FLOW RATES: For most common TIG welds, use a gas flow rate of 15 to 20
cuft/hr measured at the torch nozzle, With TIG start out at 15 cuft/hr. For aluminum and high speed or deeper TIG penetration welds on steels,
the TIG gas flow rates will typically be increased to between 20 and 40 cuft/hr. With TIP TIG use the same gas flow rates as you would use for MIG, 24 - 40 cuft/hr is the norm.
WHEN TIG WELD ENERGY NEEDS TO BE INCREASED:
When
requiring higher energy TIG welds, before considering costly argon - helium or argon
- hydrogen gas mixes, for any TIG application, start out on a piece of scrap using
straight argon.
2018: Ensure the TIG weld current required is compatible
with the tungsten size utilized. It's a fundamental fact, that for all weld applications
and all alloys that will require less than 200 amps, that straight argon should be the
logical gas choice. It's also a fact, that if you need high energy TIG weld you should
be using argon with about 60% helium. However as it's been for more than a decade. Most TIG welds being made on parts > 0.080 should likely be using the far more cost effective TIP TIG process, a process that should not require any helium or hydrogen additions.
Note: I
believe all TIG and most MIG applications benefit from the use a gas lens. The use of gas lens
with TIG allows for greater tungsten extension and wider controlled gas flow which benefits many weld applications.
 WELD
SPEEDS - WELD ENERGY AND AUTOMATED TIG WELD APPLICATIONS: WELD
SPEEDS - WELD ENERGY AND AUTOMATED TIG WELD APPLICATIONS:
If
you using high current for automated TIG welds, to further
increase the TIG weld energy or welding speed with steel or aluminum weld applications, try
a 60% helium balance argon mix.
With austentitic, duolex and some nickel
welds, the addition of hydrogen in the range of 5 - 30% may provide faster
and cleaner welds.
With most austenitic 300 series applications, nitrogen may
be used for the weld back up or purge gas. Remember that when TIG welding, with approx. 90%
of TIG applications, you will get ther job done with straight argon.
Note:
Ed helped write the AWS MIG Gas Specifications and developed three of the most common MIG gas mixes used in North America. Visit
the MIG gas section if you want to get the salesmanship out of gas selection.
Consider
argon with 5 - 30% hydrogen if you want more weld wetting or faster faster TIG weld
speeds. Remember an increase in the TIG weld speed may have little value if the weld cycle
time is measured in seconds. The hydrogen addition to argon can increase arc stability
on specific, thin low amp applications, typically less than 10 amps. When welding specific
alloy steels with hydrogen gas, be beware of the potential for hydrogen embrittlement.
Hydrogen can also decrease the potential life of the tungsten, depending on the
hydrogen content and tungsten type used.
TIG or MIG, measure the gas flow as it exits the nozzle.
TIG GAS FLOW RATES: With TIG, a weld gas flow rate of 15 to 20 cuft/hr. is typical. Start out at 15 cuft/hr and the flow should be measured at the nozzle.
With all TIG welds I would use a gas diffuser. Ensure the torch ceramic nozzle ID is wider than the weld produced.
With some automated TIG applications increasing the gas flow and fore hand angle will enable faster weld speeds.
TIP TIG note:
With any TIG welds, TIP TIG Welding enables the fastest possible TIG weld speeds and with EN polarity this always produces the lowest possible arc weld heat.
|
TIG GAS FLOW AND THE WELDS.
Starting the TIG arc and finishing the arc without sufficient pre or post
gas flow will cause instant damage to the tungsten.
SET GAS PRE-FLOW:
If you wish to retain the integrity of the tungsten and minimize tungsten inclusions in the weld, examine the contact tip at the arc start, do a weld about one inch (25mm) long, and important provide a long post flow gas time of at least 30 seconds. With this weld, if the tungsten tip looks gray or black, the gas pre-flow time is inadequate. Increase the pre-flow time till the tungsten is clean at the weld completion.
SET GAS POST-FLOW:
Then to evaluate the post flow, set the post flow time at 30 seconds. Examine the tungsten tip at the weld completion and look for contamination to tell you if the post flow time set is effective.
WHEN TO KEEP THE GAS ON:
For TIG welds in which many welds are required in short weld cycle times, it may pay to keep the shielding gas flowing continuously. On welds in which high current is required the need for more gas and more post-flow time is essential. Using the above TIG weld prctices will provide tungten protection against atmospheric contamination.
.
More on TIG Safety and Thoriated Tungsten Radiation Concerns:
For decades, Thoriated Electrodes have been the most common electrodes selected by the weld industry for DCEN TIG welds.Thorium
is a radioactive alloy used in the manufacture
of tungsten arc welding electrodes. This alloy assists in arc starting, (not necessary as other alloys can be used).
The too many hands off, (no process ownership), apathetic engineers and managers throughout the global weld industry,
has been warned about the safety hazards of thoriated electrodes for more than two decades.
2018: However as most of you will be aware, a lack of front office and shop floor weld process ownership equates to no rational weld process decisions on the shop floor, and that also includes safety concerns. So the unaware "why change the way we have always done it" welders have for decades continued to use the Thoriated tungsten, placing themselves and their fellow workers in a hazardous work environment.
MANAGEMENT PROCESS IGNORANCE SHOULD LEAD TO SOME INTERESTING LEGAL CASES. Many fortune 500 companies in 2018 still allow their TIG welders to use Thoriated tungsten electrodes ignorant to the hazards from the
micro amounts of radiation levels that are found
in the tungsten grinding dust that floats daily around their weld shops.
The following
are notes, warnings, and recommendations from various organizations on the use
of the Thoriated tungsten welding electrodes
American
Welding Society: "Thorium is radioactive and may present hazards
by external and internal exposure. Alternatives tungsten types are available. If
welding is to be performed as in confined spaces or poorly ventilated spaces, or
if electrode grinding dust might be ingested, special precautions relative to
ventilation and dust disposal should be considered. The user should consult appropriate
safety personnel."
Tungsten.
Standard Manufacturer's Warning: "Thorium
dioxide is a naturally occurring radioactive element. It is an alpha emitter and,
as such, its primary hazard lie in inhalation of dust and fumes." "Thorium
dioxide has been identified as a carcinogen by the NTP and IARC." (These
quotes are from Osram Sylvania MSDS sheets).
Cancer Assessment: Thorium
dioxide has been identified as a carcinogen by the National Toxicology Program
and International Agency for Research on Cancer.
THE LOGICAL TIG
TUNGSTEN ELECTRODES THAT SHOULD BE USED.
What type of tungsten should
replace theThoriated tungsten with when using
AC or DC TIG welding?
Answer:
For welding all steels and alloy steels, consider a tungsten with 1 - 2 percent Cerium (Ceriated) or a tungsten with
1 to 2 percent of Lanthanum, (lanthanated. Ceriated and lanthanated tungsten electrodes are
equal to other electrodes in terms of their welding capability and are superior in
some areas.
With advanced TIG power sources that provide AC Balance Wave for Aluminum welds, also select either the Ceriated or Lanthanated tungsten instead of the pure tungsten.
 WHAT HAPPENS WITH USING PURE TUNGSTEN AND THOSE AC ALUMINUM WELDS? WHAT HAPPENS WITH USING PURE TUNGSTEN AND THOSE AC ALUMINUM WELDS?
When TIG Welding
Aluminum and using pure tungsten with AC current, the AC, produces a 50% SP - EN current
that creates high energy at the tungsten tip. The EP AC cycle melts the tungsten tip and this produces a ball
at the tungsten tip which is at least a profile that can be worked with.
Most steels and alloy steel welds use DCEN in which the electrons are drawn to the positive work, so why not use DCEN for alluminum welds? Aluminum has a micro (approx. 4 nm thick) surface oxide which prevents oxidation / corrosion. This surface has to be broken up for clean aluminum welds.
NOTE:
It's the Positive charged molecules, (EP) that occur when the electrons in the arc collide with the larger gas molecules that are drawn to and attack the negative grounded weld surface with sufficient intensity to break up an micro oxide surface .
So with aluminum welds we have to have a portion of the polarity that provides EP, the question then becomes as EP can damage the tungsten tip how much EP is needed for the aluminum cleaning action?
With those AC welds and the 50% EP produced, that pure tungsten ball does little for many TIG welds. The ball
produces a wider, less intense plasma arc profile that can result with low amp welds in arc wandering and be a problem when small aluminum welds are required or welds on thin parts.
In contrast, a rare earth tungsten such as lanthanated or ceriated when used in combination with wave form technology that enables
a greater ratio of EN to be used reduces the EP. This reduction in EP maintains a reasonable point on the tungsten and lets also allows the use of a smaller
tungsten.
Using only 10 to 30% EP and ceriated or lanthanted tungstens results in welds with a more focused arc, a more narrow and concentrated plasma, both of which improves the control of the TIG weld plasma and weld bead profile. When grinding these tungstens leave a flat point
on the tip as this point can melt and become a part of the weld.
More
benefits from TIG power sources that provide Balance Wave / Hz controls & use Ceriated or Lanthanated tungstens..
 Through
the benefits of AC Balance Wave controls, advanced TIG power sources would allow mostly
EN polarity in the AC cycle which when combined with variable output frequency Hz, (typically 20 to 250 Hz is beneficial), can dramatically
reduce the heat at the tungsten tip and direct the majority of electrons to the
work piece. Through
the benefits of AC Balance Wave controls, advanced TIG power sources would allow mostly
EN polarity in the AC cycle which when combined with variable output frequency Hz, (typically 20 to 250 Hz is beneficial), can dramatically
reduce the heat at the tungsten tip and direct the majority of electrons to the
work piece.
Note unknown welder made welds on left, but bless him or her, as there are so few that get both the skills and process controls right.
AC Balance Wave & Hz Controls enables weld benefits such as this;
* Control of the weld solidifiction from weld start to finish.
*Much greater controls of arc starts - stops.
* Welds with narrower plasma and smaller heat affected zones.
* Welds with narrower surface etch effects.
* Improved
control over weld depth to weld width ratios..
* Faster weld travel speeds.
* Greater capability for aluminum porosity reduction.
* Less
tungsten and gas consumption.
* Eliminates arc wandering potential with low amp alum. welds.
More on Aluminum TIG weld data.
2018: There has been no need for this to happen for at least 15 years,
that is if management would purchse the correct TIG equipement
and provide process control training for themself and their welders
Question: An Aluminum
TIG Weld difficult application.
Ed We are trying to AC - TIG weld a plug
in an Alum tube. The tube rotates. The tube is only 1/2 (12 mm) OD, and to
add to the problems it's only 0.050 thick. The plug is the same alloy, however
it's solid, 1/8 thick 3/8 in length and it fits in the end of the tube. The pulsed
weld is made between the plug surface and tube end. We have extensive GTAW issues
in controlling the weld fluidity in this single pass weld and frequently we melt
through the thin tubes.
Aluminum TIG Weld Answer.
This is a
difficult, automated TIG application and the following is adding to your weld issues.
[] The aluminum tube is thin and diameter is small, leads to rapid weld heat build up..
[] The plug thickness is different to
the tube thickness creating different weld heat requirements.
[] The plug length is
short creating rapid heat build up in contrast to the tube which is a good heat
conductor.
[] AC with pure tungsten is being used, (poor choice).
This type of weld would greatly benefit from a using a TIG power source with a Balance Wave / Hz control option, for the reason as discussed above.
AC TIG Arc Cleaning and Possible AC Rectification Issues:
For those of you that use AC current
on your TIG aluminum applications, you sometimes may wonder about that occasional TIG plasma
arc instability that may occur while welding, or why the AC arc cleaning action is interrupted..
The following is a brief description
of a common issues influenced by AC.
 AC: During
the AC cycle, the tungsten is both Positive and Negative, and the electrons flow
in two directions from the tungsten to work, and from the
work to the tungsten. More electrons are reduced and less volts are required in the Negative part of the AC cycle. AC: During
the AC cycle, the tungsten is both Positive and Negative, and the electrons flow
in two directions from the tungsten to work, and from the
work to the tungsten. More electrons are reduced and less volts are required in the Negative part of the AC cycle.
AC Negative: When the tungsten AC is in the Negative half of the cycle as tungsten is a superior conductor
than the metals being welding, in Negative mode, the electrons
flow readily from the conductive tungsten small tip to the positive grounded work.
AC and Rectification: The Positive half of the AC cycle Produces less current and less voltage than the Negative half of the cycle. As EN heads into AC positive cycle the current can go from zero and then to much lower cycle current and voltage than what was attained in the Negative half. So in the positive side of the AC arc, it does not take much for the arc to be extinguished and only the Negative half of the AC cycle functions. Without the Positive function there is no cleaning action and the lack of oxide removal causes further impedance to the AC current. The welder will note while welding arc outages or arc wandering.
AC and HF: The use of HF in the continuous mode assists in maintaining the AC arc as the current and volts go to their lowest settings, so HF as well as assisting in the AC Arc Starts also adds to the arc stabilization. However the real solution for more than a decade has been to use Square Wave TIG equipment and better still use Balance AC wave which eliminates the rectification issues.
AC and Cleaning Aluminum: Remember when AC TIG welding even with the Square or Balance Wave power sources, that it's the mostly the Positive part of the cycle and the argon
gas molecules that provide the arc cleaning action. The argon gas molecules collide with the electrons and during the EP portion and the positive gas molecules that result from the molecular breakup, bombard the oxides on the Negative aluminum surface.
TO CLEAN THE OXIDES ON THE ALUMINUM SURFACE, USE THE FORHAND TECHNIQUE TO BREAK UO THE OXIDES IN FRONT OF THE WELD. REMEMBER THE IMPORTANCE OF GAS FLOW AND COVERAGE. BUT ALSO REMEMBER WITH ALUMINUM WELDS THAT WITH A BALANCE WAVE POWER SOURCE YOU HAVE CONTROL OF THE CERIATED OR LANTHANATED TUNGSTEN PROFILES WITH SETTING TYPICALLY 15 TO 30% POSITIVE POLARITY.
.
|
|