|
|
Welcome to the world's largest web site on MIG , Flux Cored and TIG. Weld Process Controls & Best Weld Practices. To get to the root cause of GMAW (MIG) & Flux Cored (FCAW) weld issues, requires Weld Process Control - Best Practice Expertise, & lots of Weld Reality. The site provides the MIG - Flux Cored and TIG weld information and data required to attain the highest possible manual and robot weld quality, always at the lowest possible weld costs.
This web site was first established in 1997 by Ed Craig. Contact Ed. ecraig@weldreality.com
Global bad welds and weld issues with simple too control weld processes are the norm.
Lack of arc weld process expertise and poor welding practices
are found in most industries that weld.
Written by Ed - Now Emily Craig. weldreality,com:
As this section is changed frequently, please refresh to update.
In a world where lawers get rich with the litegation from simple, everyday manufacturing issues, the diversity knowws no bounds, from oil platforms to trucks, from medical equipment to aerospace productsm weld liabilty cost consequences can be extraordinary and should be a concern for most managers involved with welded products.
It's a sad refection weld industry management, that Weld Risk Assesment is almost none existant. While some global weld standards (sub sea - nuclear) are waking up to the 21st Century, many alloy and code applications are becoming more complex. Its a sad comment that few weld or plant managers have an understanding of the most widely used arc welding processes, MIG and flux cored and even fewer have any comprehension of the weld process controls - best weld practices, that are required for consistent weld optimization.
Dont' forget to visit the Auto - Truck industry bad weld sections:
BAD CRANE WELDS, COMMON: New York probe examines failed welds on collapsed crane’s turntable
2008: Investigators are examining how a worn-out part was taken off a construction crane last year, rebuilt and installed on another crane, which collapsed last week in an accident that killed two workers. A failed weld on the crane’s turntable, which helps the crane swivel and change direction, has been the focus of the city investigation into the accident that sent the top part of the 200-foot crane crashing down on a residential neighbourhood last Friday.
The turntable had been removed in May 2007 from a crane building a 43-storey luxury condominium tower in Manhattan after a worker saw that it was cracked, a spokeswoman for the contractor said this week. The crane’s owner, New York Crane & Equipment Corp., had a welding company repair it, and then installed it earlier this year in the crane that collapsed, an insurer for New York Crane said. The repaired turntable was twice inspected and tested before it was installed, said Bill J. Smith, president of claims and risk management for NationsBuilders Insurance Services.
Associated Press:
Lack of management - engineering MIG - FCA weld process ownership & lack of
weld process control expertise is commom in the global oil industry.
Politics, Idiots, Bad Welds and lack of Management / Engineering Controls. A good combo.
REFINERY EXPLOSION IN A STATE THAT FIGHTS REGULATION EVEN WHEN IT NEEDS IT.:
At approximately 1:20 p.m. on Wednesday, March 23. 2005, a series of explosions occurred at the Texas City refinery during the restarting of a hydrocarbon isomerization unit. Fifteen workers were killed and about 170 others were injured. Many of the victims were in or around work trailers located near an atmospheric vent stack. Investigators reported that the explosions occurred when a distillation tower flooded with hydrocarbons and was overpressurized, causing a geyser-like release from the vent stack.
In the state of Texas, it's not uncommon to find politicians and lobbyist who have more input into the building and construction codes than engineers do. In this state you will find many chemical facilities built close to schools, shopping malls and subdivisions. How many Texans who live close to these facilities will be aware that at these processing facilities, the quality and inspection standards applied, may be on par with what you would expect in a third world country?
Texas is one of 11 states that have not adopted national safety standards for pressure vessels. The ASME Boiler and Pressure Vessel Code provides rules for pressure vessel design, fabrication, weld procedures, welder qualifications, and pressure testing.
In addition, the National Board of Boiler and Pressure Vessel Inspectors has established the National Board Inspection Code for pressure vessel repairs and alterations. However, Texas is one of 17 states that do not require adherence to the National Board Inspection Code. The code requires alterations to pressure vessels to be inspected, tested, certified, and stamped.
Process ignorance and BS in CA. had serious consequences.
Some of the stories on this site are from my experiences, many are actual condensed versions found mostly on the web. Please remember this web site is about management - engineering weld responsibility and accountability. To greatly reduce weld rework, improve weld productivity and dramatically decrease the opportunity for product failure and liability concerns, management needs to have a more active role in the the implementation of MIG and flux cored best weld practices - process controls.
Please keep in mind, when dealing with weld issues on large scale projects, many of the problems that will be associated with a welding processes that have been around for decades are often influenced and embellished by three factors:
[1] process ignorance by the designers,
[2] lack of process ownership by engineers and managers,
[3] influence of salesmanship on a play around weld industry.
It's hopeful that this site will help promote the front office changes that can benefit this industry.
L.A Buildings. Earthquakes and SAD Welds.
This weld story has it all. Lincoln Electric, Cleveland. OH, and their incredible defense of their unsuitable self shielded flux cored weld consumables. These are weld wire that were commonly utilized for the general construction of buildings and infrastructures built in an earth quake zone in California. It's also a story on the common lack of weld management - engineering accountability, with the involvement of inexperienced dishonest politicians and lawyers, and lets not forget that joke of an organization thats called FEMA, who at this time got invloved with weld decisions, weld issues and weld specifications.
Note the same and similar self shielded flux cored wire consumables recommended by Lincoln and Chrysler, have end up costing the Auto / Truck Industries, mllions of dollars each year on unnecessary weld rework, rejects and lost productio. For auto / truck Self Shielded flux cored wire problems, click here.
The weld is a classic, it's got lack of side wall fusion and lack of root penetration.
SAN DIEGO WELD MANAGEMENT? 242 OUT OF THE 286 BRIDGES TESTED HAD BAD WELDS?
According to Engineering News-Record: The federal goverment is still checking into the contractors accused of shoddy work on the I-805 Mission Valley overpass.the U.S. Attorney's office here has impaneled a federal grand jury to digest evidence dug up by the FBI about "defective welds" in reinforcing work done as part of the state's earthquake retrofitting program. The 805 overpass isn't the only problem: of the 286 bridges investigated by Caltrans in the wake of the San Diego problem, 242 turned up with bad welds .
Have you ever examined the welds on your truck frame?
IF YOU WANTED TO SEE SOME OF THE WORLD'S WORST ROBOT / MANAUL MIG WELDS, TAKE A LOOK UNDER YOUR VEHICLE OR VISIT THE BAD WELDS AT AN AUTO OR TRUCK PLANT.
UNEQUAL OR UNDERSIZE FILLET LEG LENGTHS, LACK OF WELD FUSION AND EXCESS WELD POROSITY, ARE THE COMMON DEFECTS YOU WILL FIND ON THE MAJORITY OF AUTO / TRUCK FRAMES. HEY WHAT DO YOU WANT FOR $35,000.00?
LACK OF WELD MANAGEMENT: Ed. I brought my Subaru car to one of the local dealership for inspection on rattling noise coming out of my trunk. They inspected it and replaced some parts. The noise is still there. I got a call from the dealership 2 days later, and they told me Subaru tech checked my car and found out the welds are not up to spec and asked me if I let them bring the car to their body shop and REWELD it. However I just don't feel right letting these guys make welds on a my new car and I refused to let them "fix" it. I got a call from them a couple of days later and they said the noise is fixed but I know they never touched the bad welds. The car has been sitting at the dealership for 2 weeks now and I'm a little bit confused, do you think they used glue?
WITH MANY OF TODAY'S CARS AND TRUCKS, IT WOULD BE WISE TO
KEEP A ROLL OF DUCT TAPE IN THE TRUNK.
This weld on this new auto part was so bad, I took this picture and
hung it my office. I called this work of art "DIAARRHEA"
The world's most overated process for steel welds has for decades been Pulsed MIG.
A process that influences many lack of weld fusion defects:
In the global welding industry you will find few difficult weld applications, you will however find;
[] extensive lack of weld management process ownership,[] apathetic weld engineering and supervision reference the establishment of Best Weld Practices and Weld Process Controls,
[] too many welding companies that rely on weld sales advice for their weld application - process issues,
[] a complete lack of best practices - process control training for weld shop employees,
[] a complete lack of management knowledge on the real worlds costs of a common weld.
The sad global consequences of inadequate weld management and their poor quality welds.
Cartoon by Pat Baggely of the Salt Lake Tribune.
From USA Today Aug 11-2006.
We all know with welding, it's just as easy to do it right, as it is to SCREW it up.
Ed training young Jesse, 11, in Kokomo Ind to MIG weld a Nat Gas Pipe.
The sad state of GLOBAL SHIP YARD WELD MANAGEMENT:
During the nineties, I was invited to provide a weld cost and weld risk assesment for a Canadian Ship Yard building Canadian Navy Frigates. At the yard I found that the MIG and flux cored welding was completely out of control. MIG and flux cored were the two prime weld processes utilized in the yard.
If you are a person that understands weld processes, visualize the ship yard welders working with 1/4 (> 6mm) plus steels. To produce the common 1/4 horizontal steel fillet welds on the Navy frigates, the 200 plus ship yard welders would first use the MIG "short circuit - globular weld transfer mode" and then produce a cold flux cored weld using the same weld settings over the top of the cold MIG welds.
Note: The short circuit - globular weld transfer mode is a method normally used to weld thin gage metals that are < 0.100 thick. As ludicrous as it sounds, the high energy MIG spray transfer process was not allowed in the yard for the common flat and horizontal position steel welds. Also the majority of the MIG welders in the yard did not know what Short Circuit, Globular and Spray Transfer was.
When I questioned why the ship ard welders why they were using two weld passes, or why they were using the low current MIG Short Circuit mode followed by the very low current Flux Cored settings, I simply got that confused weld look, thats the look you get when you talk to your wife about welding.
The short circuit - globular parameters with 0.045 (1.2mm) MIG wires were, wire feed rates of 200 to 350 ipm, 180 to 230 amps - 22 to 23 volts. These SC to glob MIG settings would without question cause excessive lack of weld fusion on the frigate's steel parts that were thicker than 4 mm. With the 0.045 flux cored wire, the wire feed and voltages used for the MIG short circuit welds was used. These flux cored wire feed settings while suited to thin vertical up welds would cause extensive lack of fusion, trapped slag and porosity issues on horizontal - flat steel weld on parts > 4 mm.
The ship yard welders using one setting for all their welds is a weld parameter practice thats common in many weld shops in which the welding personnel don't have weld process expertise and therefore they will often use one weld setting for all their welds.
At this ship yard, the majorit of the welds were not subject to NDT that looks at internal weld quality. If the NDT was used it would have found extensive issues with lack of weld fusion from the MIG welds and excess weld porosity and extensive weld slag entrapment and lack of fusion from the E71T-1 wires.
The simple weld reality was the majority of the welders in the yard lacked something the management and engineers should have provided but were not aware of, its called , "MIG and flux cored weld best practices and process control training".
AT THE CANADIAN SHIP YARD IT TOOK ABOUT 30 MINUTES TO FIGURE OUT THAT THE SHIP YARD WELDERS WERE ALLOWED BY HANDS OFF ENGINEERS, MANAGERS AND NAVY AUDITORS TO USE INNAPROPRIATE SINGLE WIRE FEED MIG SETTING FOR BOTH THE MIG WIRE AND FLUX CORED WELDS. UNFORTUNATELY, THESE INNAPROPRIATE WELD SETTINGS WAS THE CAUSE OF EXTENSIVE WELD QUALITY ISSUES THAT IN FUTURE COULD JEOPARDIZE THE STRUCTURAL INTEGRITY OF THE CANADIAN NAVY FRIGATESThe lack of both Ship Yard and Navy weld management and engineering ownership, responsibility and accountability for the Frigate weld quality was even beyond that I typically found in most auto - truck plants, and to put salt in the wounds, every cold, low wire feed setting utilized took over 60% longer than it should have to make the welds with optimum settings. Note: This yard spent over a million dollars annually on welder training but the training like the management was simply inadequate..
In my report to the VP of the Canadian ship yard, I pointed out the weld process and quality issues that were at epidemic conditions in his yard. I also pointed out if the correct weld process control training was provided and the engineers and supervisors were given the responsibily that they should have, that the annual weld labor and reduced weld rework cost savings would annualy be in the range of 3 to 5 million dollars. I believe no action was taken on my report, and if you understand corporate politics, its not difficult to understand why. Remember in the weld industry, if you are inefficient today, it's easy to get into a weld cost reductiion mode tomorrow.
More Ship - Pipe line Weld Data
IF ONLY A SHIP YARD WAS RUN LIKE A SHIP:
It's unfortunate that the trend in weld manufacturing in ship yards during the last two decades has been "hands off management, engineers and supervisors who rarely own the weld processes vital to the products they build.
In the welding industry, there are many engineers who use the title "weld engineer" and yet they lack the ability to manage, optimize and control the simple two control arc weld processes that they work with.
I had a good laugh in 2005 when I read about a ship yard manager looking at using a laser for welds on his ships. Remember ship yards are typically facilities that typically have for decades have struggled to implement best weld practices & process controls with their two control MIG or flux cored process. Also these are the facilities that too frequently cannot control the dimensions and weld preperations with the weld joints that are delivered to the weld shop.Ship yard management would do well to compare themselves with the way an efficient ship or submarine is run. A good captain or engineer on these vessels typically can operate or take apart anything on a ship. I am not suggesting that this radical, "hands on - technical expertise" should be part of every manufacturing manager's job description. I am suggesting that today we need a compromise in which managers, engineers and supervisors show more interest in their equipment and processes that generates their profits, and without question they need to examine the requirements for the implementation of Best Weld Practices and Weld Process Controls.
Looking for excellent MIG and flux cored weld process control knowledge? A good start would be my MIG - FCA - Advanced TIG and TIP TIG weld process control training resources and also my book "A Management and Engineers Guide To MIG.
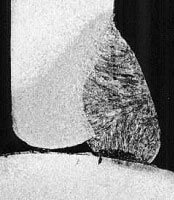
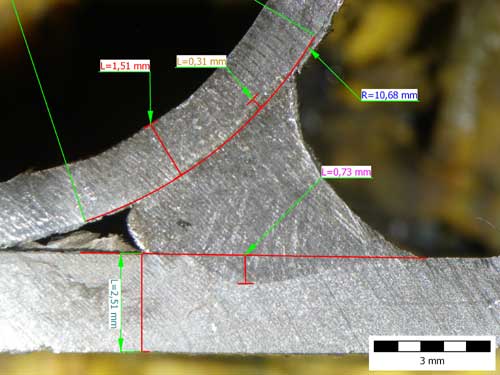
The black shade shows inadequate weld
reinforcement at the weld surface
THIS WILL SHOCK MANY MANAGERS:
With the correct training, It takes a just over a week to train a none welder into
a MIG or FCA welder that can pass any code welder qualification.
THE BEAUTY OF BAD WELDS IS THEY ARE EVERY WHERE.
A mismatch between the pipe root joints
Transverse Surface STEEL weld cracks.
Hot Solidification Cracks come from
Welds too narrow, welds too hot, joints highly restrained, filler too weak:
Pipe Root undercut.
WELD QUALITY INFLUENCED BY
PRODUCTIVITY DEMANDS AND PURCHASING IDIOTS:
Why is it at many manufacturing plants that have extensive robot weld process issues, you typically will also find the "weld quality has little meaning and the purchasing practices are out of control. You may recognize this company.[a] The Smith plant typically purchases it's arc weld supplies from two or more suppliers.
Companies who purchase from two or more weld suppliers typically have not implemented a "single supplier volume discount" with typical fixed price guarantees for 12 to 18 month periods.
[b] The Smith plant's purchasing personnel make both the weld equipment and consumable decisions of course always based not on the product quality but on the lowest price attained.This global purchasing involvement with weld consumables is a common practice in many auto - truck plants, and their are usually severed weld cost ramiifications for the wrong consuambles purchased..
[c] The Smith plant typically writes numerous requisitions every day for welding consumables and components.The function of purchasing should be to attain the best quality of course at the lowest price. Let the weld supplier control the stocking / requisitions for weld consumables that are attained through a blanket order, hold those suppliers accountable.
[d] The Smith plant purchases and stocks more than three different types of filler metals for welding carbon steels.Any company that has more than three types of weld wires for welding steels is a company out of control.
[e] The Smith plant purchases more three part gas mixes and has five different MIG gas mixes in the cylinder storage.
Three part mixes reveal the influence of gas salesmanship and most plants should not need more than two gas mixes.[f] The Smith plant has always relied on the advise of the welding salesmen and the salesman have become a fixture in the plant.
Perhaps the mangers, supervisors, engineers or technicians would find these weld process control resources helpful.
Slag INCLUSIONS.
A built in defect when using SMAW and Flux Cored Wires
HEADING OUT? DON'T GET TOO COMFORTABLE
TILL YOU FIRST CHECK THE WELDS ON THE BOAT.
MANAGEMENT AND YACHTS:
Failures of four fuel tanks on recent model Bayliner and Meridian motor yachts prompted parent company US Marine to initiate a defect recall campaign (recalls 040132T and 040133T). Involved are gasoline and diesel powered 2000-04 Bayliner 3788 and 2002-04 Meridian 381 models. The boats are equipped with port and starboard 150-gallon fuel tanks.
The failures could occur in one or both tanks. While diesel is less flammable than gasoline, any fuel leak creates serious safety and environmental risks in a marine setting. According to a US Marine spokesman, the Coastline brand fuel tanks were custom-designed for Bayliner 3788 and Meridian 381 models. Because of the unusual shape of the tanks' end panels, Coastline hand welded the seams, rather than welding them by machine.
The welded seams could fail due to "a combination of high stress location, insufficient weld penetration, and high impact - vibration loads," according to a recall notice issued by the U.S. Coast Guard.
Brunswick teams will repair boats in the field and will contact boat owners about setting up appointments.
Factory Repair Aluminum Boat Welds. Boat MFG and welder unknown.
WHIP - SKIP - WEAVE, POOR MIG WELD TECHNIQUES.
There are hundreds of thousands of global MIG welders who every day make believe they are stick welders and use the common stick, whip, skip and weave weld techniques on their > 3 mm thick, steel MIG or flux cored welds. These poor souls, and their head in the sand weld supervisors and managers are simply not aware they are producing welds with poor and inconsistent weld fusion.
The dark area is Suck Back in the pipe root
Reactor's Weld Cracks not Systemic, Texas engineers report.
John Funk Plain Dealer Reporter.MANAGEMENT AND REACTOR WELD ISSUES: The two cracked and leaking instrument tubes in the bottom of a Texas reactor were likely caused by BAD WELDS when the facility was built and not a symptom of a larger cracking problem, plant engineers told the Nuclear Regulatory Commission yesterday."
The NRC is nonetheless poised to issue a letter to operators of the nation's 68 other similar reactors asking them to inspect for bottom leaks, Brian Sheron, the NRC's associate director for licensing, said in a telephone interview after the meeting. The NRC is concerned that the cracked bottom tubes could be the beginning of an epidemic just as the cracking tubes in a Davis-Besse reactor lid turned out to be a problem affecting about a dozen other reactors. Cracks in the upper tubes have been traced to water-stress corrosion, a weakening of the metal caused by constant high temperature, pressure and radiation. Because of the risk of a dangerous accident posed by bottom leaks, the NRC has been in close contact with the Texas plant, located about 60 miles south of Houston, since leaks were discovered in April.
2008. From Ed: I included this 1982 weld issue to show you how far we have come in twenty six years.UNITED STATES
NUCLEAR REGULATORY COMMISSION
OFFICE OF INSPECTION AND ENFORCEMENT
WASHINGTON, D. C. 20555MANAGEMENT AND FAILED WELDS IN MAIN CONTROL PANELS.
Inspections at the vendors' facilities have disclosed numerous welding practices not in accordance with the American Welding Society (AWS) Standards and several quality assurance practices not in compliance with the vendors' procedures or NRC requirements. Among these were the following:
1. Certified material test reports not required, not available, or not in accordance with AWS specifications.
2. Changes to drawings not properly reviewed and accepted.
3. Welding being done by unqualified individuals without qualified procedures and using uncalibrated equipment.
4. Poor welds, including lack of fusion, undercuts in excess of 1/32" and weld wire remnants from 1/2" to 4" in accepted welds
5. Welding procedure qualification and welder qualification testing required by AWS Standards not accomplished
6. Essential variables as specified by AWS Standards violated
7. Management oversight not accomplished for lengthy periods; lack of separate review and approval for Quality Assurance
8. Unidentified weld filler metals used.
9. Gas tungsten arc welding (GTAW) process used but not documented in place of required gas metal arc welding (GMAW) or shielded metal arc welding (SMAW) processes
Since the inspection determined that the non-conforming practices of all three vendors are similar and widespread at each manufacturing facility, it can be assumed that any panel from these vendors may have defective welds. Although the vendors have seismically qualified similar panels, their current welding practices and resultant defective welds may affect the validity of those qualifications.
EVEN AS THE WORLD WATCHES THE REPAIRS AT THE CHERNOBYL NUCLEAR PLANT,
THE RUSSIAN ENGINEERS CONTINUE TO FIND BAD WELDS.
CHERNOBYL RESTART DELAYED AFTER THE POOR WELDS WERE DISCOVERED.
FROM LONDON (Reuter)
Ukraine's Chernobyl nuclear reactor has delayed restarting after routine maintenance following the discovery of poor welds on coolant pipes, nuclear news agency NucNet said on Monday. Chernobyl-3, the only remaining reactor on the of the 1986 nuclear accident, now was expected to resume operations in mid-November, six weeks later than planned, NucNet said."During maintenance operations, poor welds were found on about 50 seams in coolant pipes and the necessary remedial work is expected to push the expected restart date back to mid-November," it said. The unit was taken out of service on July 21.Separately, Ukrainian government inspectors are still carrying out a special safety review of Chernobyl-3 in response to a critical report by international saftey experts, NucNet said.
Chernobyl's number four reactor exploded in 1986, sending a plume of radioactive fallout across much of Europe, but about 5,000 people still work at the Chernobyl center.
Common defect part of the TIG process, tungsten inclusion in the weld?
Oversize single pass welds, poor weld techniques
excess weld heat are a common cause of this weld defect.

What is the logical limit on a single pass MIG or FCA fillet weld?
My books and training Resources have all the answers you need.
Weld Failure Concrete Pumping Truck Causes Death.
Alerts 1 April 2005 Alberta. Concrete Pumping Truck - Boom Failure
The concrete pumping truck involved in the incident was rigged up and the boom on the concrete pumping truck was fully extended in a horizontal position. The maximum length of the boom in this position was 38 m. The hopper was filled and the concrete line was primed. The concrete pour had just commenced when the boom suddenly collapsed and fell to the ground striking one worker. The king post tube in the turret assembly sheared off, resulting in a catastrophic failure.
A typical turret assembly
The king post tube was top welded to the turning column, which is what supports the base of the boom. The lower plate of the turning column was welded around its perimeter approximately 34 cm form the top of the king post tube. The assembly then fit into the turning base, allowing the boom to swivel. The resulting investigation by Workplace Health and Safety revealed that. [A] The fracture of the king post tube occurred along the weld below the lower plate of the turning column.
AL031 - Alerts 2 April 2005
Materials and physical testing. Tensile tests conducted on the fractured material showed that the material used had a strength less than the capacity required by the original design. Concrete Pumping Truck - Boom. Proper welding procedures were not used while welding the king post tube to the lower turning column plate, resulting in brittle fracture, fatigue cracking and eventual failure of the king post tube. The concrete pumping truck involved in the incident had been in service for only 10 months. Further investigation revealed that a similar king post failure occurred several months prior to this incident during a load test by the manufacturer in their yard. A few weeks after the fatal incident another similar unit was found in Alberta with a six-inch long crack in the king post tube below the lower plate on the turning column.
The following is a summary of incidents involving concrete pumping trucks in Alberta and British Columbia in the past three years: A total of 20 incidents involving truck-mounted concrete pumping units with integral placing booms have been investigated in the past three years. There were 17 incidents involving equipment failures and three incidents involving power line contacts. The equipment failures consisted of 14 failures from design or manufacturing deficiencies, two failures due to inadequate inspection and maintenance and one failure was reported to be the result of unsafe operating practices. The failures occurred in rotation drive components, an outrigger, a boom linkage, elbows, boom rods, cylinders, welded connection points, a pedestal and a king post tube failure.
Most of the equipment failures were on machines that were less than one year old with many only a few months old. It should also be noted that the incidents reported are not limited to one manufacturer of this type of equipment. In addition, a survey of recent reported incidents elsewhere in Canada and the United States shows that concrete pumping trucks are involved in overhead power line contacts and loss of stability due to improper placement of outriggers on unstable soil. www.worksafely.org
MANAGEMENT AND BAD WELDS, OIL RIGS:
In February 1998, a 32-year-old derrick man died after he fell 65 feet when the oil-drilling rig he was working on collapsed and fell to the ground. The 6-man drilling crew had taken the last pieces of drill pipe and drill collars out of the hole when the drilling rig collapsed. The derrick man was standing on the derrick board 65 feet above ground and was wearing a safety belt.
Evidence suggests that the shifting of drill collars, improper anchoring of guy lines and FAILED WELD on the drilling rig leg may have contributed to the collapse of the rig. When the rig collapsed, the derrick man fell an estimated 65 feet to the ground and the rig fell on him. The derrick man died immediately and three coworkers were treated for injuries.
Welds always need special consideration with cold temperaturesplus tremendous stresses and impact.
BHP Billiton Petroleum v Dalmine SpA (2003) CA
© By Daniel Atkinson 2003 13 March 2003
Engineers are familiar with the problem of designing for uncertain events and constructing in uncertain conditions. Dealing with risk is the essential skill of an engineer and it]s a talent few engineers have.
When a failure occurs of either part or all of the works, it may be difficult to identify precisely the cause of that failure. It may be caused by a number of separate events, or by the unique combination of two or more events. This creates significant problems in deciding the liability for the failure.
English Law prefers a simple approach to causation.
Fortunately the Courts take a common sense approach which engineers will understand and those advising on the resolution of disputes should note. In any dispute resolution procedure it is important to identify which party is required to prove a particular alleged cause of failure. Ultimately that responsibility may determine the outcome of the case. This is what occurred in BHP Billiton Petroleum v Dalmine SpA decided by the Court of Appeal on 19th February 2003.
Dalmine SpA was an Italian steel-maker which manufactured and provided to British Steel the 12 inch diameter steel pipes used in the construction of a sub-sea gas pipeline in the Liverpool Bay area of the Irish Sea. The total length of the pipeline was 31.7 kms. British Steel was the supplier to BHP of the pipes under contract and entered into a sub-contract with Dalmine for their manufacture. There were no contractual relations directly between BHP and Dalmine.
Gas bubbles were noticed on the surface of the sea which showed that the pipeline had failed. It had to be replaced.It was established that cracks had developed in the roots of the welds which joined the pipes together. The mechanism of failure was that cracks had propagated from the weld roots into the parent metal of the adjacent pipe and had developed into through-wall cracks, linking the interior and exterior walls of the pipe.
The cracks had initiated because of a combination of excessive hardness of the weld root metal and because the pipeline was subject, as was expected, to the combination of hydrogen sulphide and water. This has the effect of releasing hydrogen atoms which permeate the crystal lattice of the steel and embrittle it. The effect is known as sulphide stress corrosion cracking or "SSCC".
The propagation of the cracks into the parent pipe metal was due to the fact that the force exerted by the tip of the crack exceeded the resistance of which the parent type steel was capable. The resistance of the pipe metal depended on the material property referred to as the carbon equivalent value or "CEV".
Dalmine had fraudulently misrepresented the CEV material property of certain pipes. BHP relied on Dalmine's deceit and accepted and utilised the pipes by incorporating them into the pipeline. If it had known the true property of the pipes it would have rejected them.
BHP sued Dalmine and British Steel. Its claim against British Steel failed due to the effect of limitation and exclusion clauses in the contract.. The judge at first instance made his decision against Dalmine and Dalmine appealed. The issue was whether the incorporation of non-compliant pipe caused the pipeline to fail or whether it would have failed anyway.
The main facts were that at each of the six welds where a leak occurred, at least one of the pipes either side of the weld came from deliveries of pipe by Dalmine which did not comply with the Specification. Dalmine's case was that a hypothetical pipeline built entirely of compliant pipes would have failed in any event. The real cause of the failure of the actual pipeline, was not the presence of non-compliant pipes, but the other factors which had contributed to the initiation of the cracking in the weld roots.
The question was who had the burden of proving the cause of failure. The Court of Appeal restated the general rule that proof rests on him who affirms not him who denies. This was an ancient rule founded on good sense and was not to be departed from without strong reasons. Dalmine argued that the onus of proving that but for the incorporation of non-compliant pipes the pipeline would not have failed in any event rested on BHP. This is the "but for" test of causation. Dalmine argued that BHP's claim that Dalmine caused his loss implied that nothing else did and that his loss would not have occurred in any other way. If Dalmine could properly raise a case for argument that some other cause was operative or that BHP's loss would have been suffered in any event, then BHP had the underlying and inherent onus of disproving the negative in order to prove his positive case of causation.
The Court of Appeal considered the issue of causation and observed that although it was a matter of common sense it could still be a difficult concept. The Court of Appeal considered however that Dalmine's approach was unrealistically theoretical. The Court of Appeal held that the role of the "but for" test was not to be exaggerated. The purpose of that test was to eliminate irrelevant causes. The Court of Appeal held that if the sole dispute had been whether the welding procedure or SSCC, by themselves or in combination with one another had been the cause of the pipeline failure, it may well have been that the burden of such a dispute would have remained on BHP. That was not what the dispute was about. The plain facts were that the pipeline had not failed at any point other than where the pipe on one or both sides of the weld had been non-compliant. SSCC, possibly in combination with the welding procedure, may have caused some cracks to initiate, but it had nowhere caused such cracks to propagate sufficiently to cause the pipeline to fail. If the pipeline had failed at some welded joint adjacent to a pair of compliant pipes, then BHP may well have borne the burden of showing that the cause of the pipeline's failure was non-compliant pipe rather than the welding procedure and/or SSCC, for both of which Dalmine was not responsible.
In the present case, the issue was not whether the welding procedure and/or SSCC as distinct from non-compliant pipe caused the loss of the actual pipeline, but whether they would have caused the loss of another pipeline, a hypothetical pipeline, even if that had been constructed solely out of compliant pipes.
In the present case the cause of the loss was pipe failure solely where non-compliant pipe was in place. This was clearly an overwhelmingly important fact. It was for Dalmine to show that the law and common sense should nevertheless regard the operative cause of failure to be some other condition of the pipeline by proving that compliant pipes would have failed in any event; or that BHP's losses otherwise properly recoverable on the rule of damages for deceit should be curtailed because the pipeline would therefore have had to have been replaced before the end of its natural life.
The burden of proving Dalmine's negative hypothetical case rested on Dalmine. The Court of Appeal held that causation was proved once BHP had shown that the reason why the pipeline failed when it did was because of the failure of non-compliant pipe which but for Dalmine's deceit would have been rejected. BHP had shown that the pipeline failed only where one or both of the pipes was non-compliant and at no other welded joint. In such circumstances, if Dalmine wished to show that a hypothetical pipeline made up only of compliant pipe, given more time and the operation of the pipeline at the ultimate working pressure, would have failed in any event, then it had the burden of proving that on the balance of probabilities. For these purposes, a mere possibility of such a failure would not be enough. However, Dalmine conceded that it could not sustain that burden. Dalmine's appeal was therefore dismissed.
The decision shows the common sense approach of the Courts to a difficult issue and the importance of identifying precisely the nature of the dispute.
And this was ASME approved pressure vessel.
They required Code Quality Welds?
Perhaps someone could consider protecting the Humvee's passenger.
If you are a soldier your way to the middle East, I hope you can weld.
For example one of the main so called weapons of mass destruction in Iraq was made in America, that weapon was called a Humvee. While almost a third of every USA tax dollar goes to the Pentagon and defense, combat engineers in Iraq have to improvise the armor on these paper bag vehicles that were only providing partial protection for the troops.
The following article was by C. Mark Brinkley. Times staff writer
MOSUL, Iraq - There's a huge Army dump truck here that's unlike any other in the U.S. arsenal, a virtual Frankenstein's monster truck, bulging and rippling at its spot-welded seams. It's half gravel hauler and half Iraqi armored personnel carrier, half general issue and half junkyard find. "We've had to come up with some ways to do our mission," said 1st Lt. Eddie Lewis, 24, a National Guard combat engineer from Fredericksburg, Va. "It's been tough." In response to a question from a serviceman in Kuwait on Wednesday about a shortage of armored vehicles in Iraq, Defense Secretary Donald Rumsfeld said, "As you know, you go to war with the army you have, not the army you might want or wish to have."
The soldiers from the 276th Engineer Battalion (Combat), an Army National Guard unit from Richmond, Va., know about improvising. They have few armored vehicles. And conducting missions in Mosul, one of Iraq's largest cities, without armor is like poking a bear with a stick, just inviting trouble. Insurgent attacks have been on the rise for weeks. Improvised explosive devices and car bombs are frequent, especially against the trucks that aren't armored. So the combat engineers have learned to turn heavy equipment into fighting vehicles. The soldiers scavenge for parts from destroyed Iraqi personnel carriers and weld the parts on their own vehicles.
The cargo and dump trucks were not made for hauling troops in the back - one combat engineer had his leg dislocated as a result of being jostled in the bed of the truck, Lewis said - and they certainly weren't made for strapping on weapons. Most have improvised gun turrets welded to their beds, where the soldiers mount machine guns but often have a tough time keeping them steady. The sides have been reinforced with steel, ordered from neighboring countries and "acquired" from scrap and junkyards nearby, which the riders hope will stop insurgent bullets. Behind the welded plates are sandbags, and behind the sandbags are Kevlar blankets, and behind the blankets are sheets of plywood.
Most of the Humvees here have been "up armored" to some degree, with additional bulletproof glass and reinforced doors. But many still have canvas tops, and the floorboards are particularly vulnerable to booby traps, even with sandbags lining the floor."The stuff the armor's bolted to is just aluminum," Lewis said, pointing to a reinforced Humvee that had been pocked by shrapnel from an insurgent mortar shell. "So there's still a lot of weak spots." Some of those who questioned Rumsfeld suggested National Guard units were given hand-me-down equipment. But Lewis and others said active-duty units using similar equipment are facing the same problems throughout Iraq.
Near Fallujah. Thanks to poor design, soldiers have to reinforce their vehicle armor
Marine Corps News
Story Identification #: 20051315935
Story by Staff Sgt. Jim Goodwin
Standing on top of a Humvee, welding gun in hand in the middle of Iraq, Cpl. Ray C. Rollins contemplates why he joined the Marine Corps nearly four years ago.Putting down the weld gun he was using to weld a steel plate to the backside of the truck, he smiles and gives his reply: "I was told I couldn't make it in the Marine Corps," he said. "I hate being told I can't do something, so I did it just to prove I could."
The 23-year-old Marine reservist from Dublin, Texas, is a welder by trade back in the civilian sector for a local company called Welder Riggs Machine and Welding. In the Marine Corps, he is a mechanic, but often can be found crossing the short distance of gravel which separates his work area from the two tents which house the welders' work area. He loves welding, he says, and frequently stops by to see if his fellow Marines has any welding work he can help with.The welders are part of Combat Service Support Company 122, a unit that provides vehicle recovery and maintenance services for Marine units operating throughout western Iraq. Since arriving in Iraq with the rest of CSSC-122 in September, Rollins' weld skills have come in particularly good use. CSSC-122's welders - six Marines in all - worked around the clock to weld armor on more than 115 military vehicles used for convoys and patrols during the height of Fallujah combat operations.
Using both prefabricated kits of armor and scrap metal from inoperable vehicles, these Marines have welded extra armor onto doors, back panels, gun mounts, and undersides of everything from trucks to bulldozers to help protect Marines operating inside the "City of Mosques."
Also note these vehicle were not designed to take the extra weight of the welded plate that at best provides only marginal protection. The extra steel added to Humvees will slows the vehicle down and adds to additional break down issues.Quote from a man that ended up as the VP of USA: “The Humvee wasn’t designed to withstand the kind of blasts our soldiers are getting hit with in Iraq,” said Sen. Joseph Biden, D-Del. “This is just another reason why we need to get as many of the new MRAP [Mine-Resistant Ambush-Protected] vehicles as possible into the field, as soon as possible.”
LACK OF ROOT PEN.
Lack of root penetration
MANAGEMENT AND THE TOO COMMON BAD PIPE LINE WELDS.
A pre-existing LACK OF WELD FUSION, corrosion on a pipeline seam and a flawed protective coating probably caused a break that spilled 564,000 gallons of gasoline into a Lake Tawakoni tributary last year, according to a report released Monday. The spilled gasoline from the March 9, 2000, pipeline break prompted the cities of Dallas and Greenville to briefly halt pumping water from Lake Tawakoni. Tests at the time found the gasoline additive MTBE, a suspected carcinogen, in East Caddo Creek, which feeds into Lake Tawakoni.
The National Transportation Safety Board said in its report that cracks found on the pipeline after the rupture were typical of a weld defect indicating the pipe weld joint was not completely fused. The defect was on a lengthwise pipeline weld. "I think what the NTSB is saying is an accurate probable cause statement," said Rod Sands, Explorer Pipeline vice president and chief operating officer. Tulsa, Okla.-based Explorer owns the pipeline. The preexisting defect influenced over time by corrosion and fatigue caused the rupture." The pipeline rupture occurred near Greenville, about 45 miles northeast of Dallas. The released gasoline flowed into a dry creek bed that is a tributary to East Caddo Lake and then downstream into East Caddo Creek, the report said. Explorer erected three dams in East Caddo Creek to stop the gasoline but heavy rains raised creek waters to about 12 feet the next day, destroying the dams and allowing gasoline to move downstream.
The 28-inch diameter pipe was built in 1970 by Steel Co. of Canada and installed that same year. The coating was applied during construction. The NTSB said in its report that Explorer officials told the agency that the pipe may have been buried in the ground before the coating had cooled sufficiently. "This could have caused extensive wrinkling in the coating, as well as pulling and tearing the coating materials," the report said. The pipeline had a 50 1/2-inch long and 6 3/4-inch wide crack at the break. The ends of the crack were located off the edge of the seam weld. "
Lack of Weld Management. Bad Welds Cause Fire.
By RICK BARRETT
rbarrett@journalsentinel.com
Last Updated: Jan. 31, 2003.
The destruction of the 10-story Quad/Graphics Inc. printing plant warehouse in Lomira in July may have been caused by bad welds and improper installation of an automated paper racking system, state officials told the company. The building collapse and subsequent fire killed a worker for Aero Building Maintenance. The fire burned for days, fed by thousands of pallets of magazine and catalog pages. On Friday, Quad / Graphics said the state Department of Commerce and U.S. Occupational Safety and Health Administration filed final reports on the building collapse and fire. The Commerce Department found deficiencies in the design, engineering supervision, welder qualifications and materials used by professionals and contractors hired to install the racking system, according to Quad/Graphics. State and federal officials were not available for comment. But the report's findings did not come as a surprise, said Detective Blaine Lauersdorf of the Dodge County Sheriff's Department.
"It makes sense because the company that installed the racking system had been at the plant either that day or shortly before to repair welds," he said. "It was our assumption from the beginning that welds had failed."
The reports showed that the building collapse and fire was not the result of any violations by Quad/Graphics, or misconduct by the company's employees, according to Quad/Graphics officials. The company was not fined or penalized either by OSHA or the Department of Commerce, said Claire Ho, company spokeswoman.
The racking system was a series of six cranes that lifted pallets of paper as high as 10 stories and placed them in slots based on bar-coded information. It was used to handle printed pages waiting to be bound into catalogs and magazines. A version of this story appeared in the Milwaukee Journal Sentinel on Feb. 1, 2003.IN CASE YOU ARE SICK OF READING ABOUT BAD WELDS AND FEEL LIKE A BEER, DON'T TRY THIS BREWERY AS ITS FAILED WELDS CREATED MOLD:
A remedial program was developed and implemented at seven breweries to correct manufacturing faults which were creating inconsistencies in national brands. The brewery inspection tackled four main areas, taste samples, brewhouse operations, cellar operations and additive and recycle stream operations. Almost daily tasting was established of malt, water, CO2 (in distilled water), diatomaceous earth slurry, sweet and hopped worts and finished beer.
Several brews were carefully monitored in the brewhouse noting mashing, lautering, raking, boiling and whirlpool operation. Cellar operations studied were wort oxygenation, yeast pitching, CIP operations, oxygen pickup during beer transfers and filter operation. The final additive stages of beer processing require careful attention to sterility and regular checks on all materials used as well as flavor and foam stability of the final beer.
In one brewery a sulphury oniony musty aroma was traced to poor lauter tun operation allowing husks to enter the copper. In another the fermentation was too rapid for the desired flavour owing to continuous circulation of pitched wort through a plate cooler for several hours while awaiting the next wort length. Other faults uncovered were mold growth "under failed welds" in a plate filter, inadequate regeneration of the carbon filter in the CO2 system and the use of non food-quality rubber hoses. The lessons learned were put into practice systematically by going back to basics, questioning all operations, improving training and establishing a thorough audit system.
WATCH OUT WITH THIS EXERCISE EQUIPMENT.Recall: PRODUCT: Due to a lack of management manufacturing expertise, exercise equipment - DCD Incorporated of Malibu, Calif., is voluntarily recalling about 9,500 Ab Swing exercise units. The Ab Swing is a manual exercise unit, primarily intended for abdominal exercise. It is gray steel, with red seat and handlebars with black grips. The Ab Swing weighs approximately 18 pounds, and sits about 2 feet off the ground. The word "abswing" is printed on the front of the seat and the phrase "Made in Malaysia" is printed on a tag on the back of the seat.THE LACK OF WELD MANAGEMENT PROBLEM: Some of the exercise units contain two faulty handlebar welds under the seat that could fail allowing consumers to fall to the ground.
July 1, 2005
Nautilus Inc. Recall to Repair Exercise Benches.
In cooperation with the U.S. Consumer Product Safety Commission (CPSC), Nautilus Inc., of Vancouver, Wash., is voluntarily recalling about 10,000 Nautilus NT 1020 Exercise Benches. A weld on the bench frame under the seat can crack and separate from the main frame, allowing the bench to collapse and the user to fall and suffer injuries. January 5, 2006.
Don't jump to conclusions about those Trampoline Welds.
Hedstrom has recalled 116,000 trampolines because welds on the frame can break, causing people to fall to the ground. The company has received about 700 reports of one or more welds breaking from the trampoline rails, resulting in 10 minor injuries, according to the Consumer Product Safety Commission. The 12-, 13-, and 14-foot trampolines, which were sold separately, and also banded together with safety enclosures. They were sold under the brand names Hedstrom and NBF. The brand name is written on the warning labels found on the products.
IT'S AN EPIDEMIC: As a results of their manufacturing management expertise,
in cooperation with the U.S. Consumer Product Safety Commission (CPSC), Jumpking Inc.® of Mesquite, Texas, is voluntarily recalling about 1 million trampolines and about 296,000 "FunRing" enclosures. Welds on the frame of these trampolines can break during use, resulting in falls and possible injuries. Additionally, the mounting brackets of the FunRing enclosures have sharp edges, which can cause lacerations.
TAKE IT EASY ON THAT SNOWMOBILE, MANAGEMENT MISSED AN IMPORTANT WELD:
Bombardier Recreational Products Inc. Recall of 2006 Snowmobiles
In cooperation with the U.S. Consumer Product Safety Commission (CPSC), Bombardier Recreational Products Inc., of Valcourt, Quebec, is voluntarily recalling about 10,400 Model Year 2006 Ski-Doo REV, RT, and RF Snowmobiles. The steering columns on these snowmobiles could have a missing weld, which could allow a steering component to become loose. This could lead to a loss of control or possible collision causing serious injury or even death.
HOW TO KEEP WARM IN THE SNOW:
2005 Polaris Industries Inc. Recall of Snowmobiles
In cooperation with the U.S. Consumer Product Safety Commission (CPSC), Polaris Industries Inc., of Medina, Minn. is voluntarily recalling about 16,640 Polaris Snowmobiles. The fuel tank filler neck on these snowmobiles can crack. A crack in the filler neck area may cause the filler neck to separate from the fuel tank. A crack or filler neck separation may allow fuel or fuel vapors to escape from the fuel tank, posing a fire hazard.
SCOOTER WELDS?
Due to a lack of management manufacturing expertise, the firm Razor USA has announced the recall of around 246,000 units of the Razor Electric Scooter sold between the time period October 2003 through May 2005.
Details about the weld Recall:
Importer: Razor USA LLC, of Cerritos, Calif.Hazard: A weld can break, causing the handlebar to detach from the scooter. This can cause the rider to lose control and fall from the scooter.
Incidents - Injuries: Razor USA has received 261 reports of handlebar welds breaking or bending. This has resulted in reports of 16 injuries, including three broken arms and one laceration. The scooters are Manufactured in: China, (From Ed. I hope they did a better job with the welds made on the new Olympic Stadium)
AVOID ROUGH ROADS WITH THESE EXPENSIVE MOTOR BIKES:
Honda Recalls 2002 and 2003 Gold Wing GL1800 motorcycles
Ken Freund
Rider Report
Monday November 3, 2003
DEFECT SUMMARY:Due to a lack of weld manufacturing management expertise, on some motorcycles, certain Honda frame welds do not meet manufacturing specifications. High loads created when riding on rough road surfaces or through potholes can cause the affected welds to crack.CONSEQUENCE SUMMARY: The welded area could break, resulting in rear suspension collapse or lower cross member separation, increasing the risk of a crash.
Buying a used GL1800; By Steve Saunders. Honda's GL1500
After weld failures on the lower crossmembers of an unspecified number of bikes,in some instances causing the rear suspension to collapse, American Honda is conducting a Safety Recall on a specific group of 2002 and 2003 Gold Wing GL1800 motorcycles. Rather than a problem with the aluminum frame's design, the recall is to reinforce two frame welds that may not meet the original manufacturing specs. In other words, some bad welds slipped by QC that month. Fortunately, no rear-wheel lockups, crashes or injuries were reported. About 7,000 of the 55,000 GL1800s in operation are affected by the recall. Under certain conditions, some existing unreinforced welds can crack, or fail. The repair procedure consists of adding additional TIG welding to the frame where the lower cross member joins the side rails.
Note from Ed: A blind weld supervisor could feel the above frame weld and know from the freeze weld lines, the scalloped weld edges and concave surface that this oversize weld will have lack of weld fusion and be subject to hot center cracks. It's a pity this company did not hire more blind weld supervisors or perhaps they could provide some weld process control education to their managers, engineers and weld supervisors.
Update on the GOLD WING GL 1800 Management Weld Issues.
Honda America has told their dealers yesterday 28-01-2005 that the frame weld recall from last year will also effect the building year 2004.
Note From Ed. It would appeare that this manufacturing management simply lacked the ability to learn from the two previous years and correct a simple welding issue.
Note from Ed: Bike Weld Repairs BE WARNED.
Before allowing TIG weld repairs to high strength steels, the addition of additional, unqualified welds to these steels means more weld heat, longer grain structure and lower mechanical properties in the frame weld heat affected zone, (HAZ) . Also as a consumer you should be concerned about how well the bike shops will carry out the weld repairs. Lets face it, If the bike manufacturing company management cannot ensure their welders can make quality welds in a controlled weld production enviroment, what guarantee do you the poor bike purchaser have that your weld cracks will be removed and the resulting repair welds and HAZ properties in the weld repair will be acceptable when the welds are made in Joe's bike shop.
This guy wrote. I was in Honda Motorcycle HELL.
I purchased a new Honda VTX1800 in April 2005. With only 164 miles the linkage rod on the shifter broke at 60 miles an hour on the highway. I was almost killed trying to get across traffic to the shoulder without the ability to shift. The bike was towed and it spent six weeks in the shop. The dealer left the bike in the rain for the entire 6 weeks causing it to rust. With 195 miles the bike developed an oil leak and was towed again. Another two weeks in the shop. With 245 miles the FL light came on. The bike was towed again and spent another week in repair. I picked the bike up from the dealer and on the way home the FL and temperature light went on. Towed again and two weeks later it is still in the shop - they cannot figure out how to fix the bike. Of the 10 months I have owned the bike it has been towed four times and spent almost three months out of service. The bike has been ridden for a total of 295 miles.
Early in the process I called Honda Customer Support for help. To date I have placed numerous calls (they have returned my calls only twice) and sent a registered letter to Honda Motors in Torrance CA. The letter was not addressed or answered by Honda Corporate - it was immediately sent back to the same customer support group that has failed to help me after 3 months and numerous phone calls. Their position is that this just a normal warranty situation. Honda continues to refuse to talk with me about an equitable solution. I continue to call customer support with the same results - no support. I now have a motorcycle that I cannot ride as it has almost killed me once and stranded me on two other occasions. If I sell the bike, I will have to take a hit of several thousands of dollars because of the repair history (unlike Honda I feel that I must be honest with any buyer).
What have I done to deserve the current situation? I am not a negative person and will normally suffer in silence if a product fails. I am writing this complaint primarily to assure that others do not suffer the same frustration and monetary loss. If you purchased a Honda product because of their reputation, think again. I am living proof that they refuse to take care of their customers. I have been on this planet 52 years and have never purchased a product with this many problems, or been treated with such utter disregard by a corporation. Life is too short to take a chance that you will share a similar fate. Stear clear of Honda motorcycles.
Thanks very much for your support. Clete Deller.
Harley would get better quality is shop floor employees had less weld attitude,
and their managers need grasped the importance of weld process ownership.
Recall of Harley-Davidson 16-inch BMX BicyclesWASHINGTON, D.C. - The U.S. Consumer Product Safety Commission, in cooperation with the firm named below, today announced a voluntary recall of the following consumer product. Consumers should stop using recalled products immediately unless otherwise instructed.
Name of Product: Harley-Davidson 16-inch BMX Bicycles
Units: About 25,000
Distributor: World Wide Cycle Supply Inc., of Islandia, N.Y.
Hazard: The fork that holds the front wheel can separate at the weld, causing the rider to fall and suffer injuries.
Weld defects.
2005 Suzuki GSXR 1000 Frame Alert!
Apparent weld frame defect contributed to crash
May 21, 2005
While competing in a race for AMA sanctioned Motorcycle Roadracing Club Dan Sallis (MRA #63, AMA Superstock #48) crashed in turn one while Pikes Peak International Raceway. Dan was riding the 2005 1Tail.com Suzuki GSXR when the front simply washed out entering turn one. "I am not sure what happened because I was taking it easy and just cruising. I was comming up on a lapper and setting up to pass him on the outside when the front just went away." said Dan. Dan was in 3rd place when the crash occurred and he had been in running as high as 2nd in the race. Upon taking a closer look at the damaged Suzuki frame it is clear that the weld was inadequate as indicated by the photographs below. The break in right down the middle of the weld. Futhermore, when one takes a closer look at the weld it is clear that the weld had zero penetration for the majority of the welded area. "This all makes perfect sense now. This thing came apart on me at the top of turn one just as I was counter steering at well over 100 miles an hour entering the turn," commented Dan. Current owners of the 2005 Suzuki GSXR 1000 may want to have their frame welds inspected for defects. 1Tail.com will present the broken frame for inspection to the director of roadracing for the AMA at the event at PPIR later today.
VOLUNTARY SAFETY RECALL CAMPAIGN #2A08
2005 AND 2006 GSX-R1000 MOTORCYCLES
FRAME REINFORCEMENT BRACE INSTALLATION/FRAME REPLACEMENT.
According to reports, possibly 26,000 motorcycles could be affected by the recall.
Suzuki has received reports of cracking or breakage of the motorcycle frame in certain extreme situations where unusually high stress is placed on the frame, such as collisions involving the front wheel/fork assembly. Suzuki has also received reports of cracking or breakage of the frame behind and below the steering neck when the motorcycle is subjected to repeated hard landings from hazardous maneuvers such as extreme or extended wheelies or other stunts.
Suzuki dealers will inspect the relevant area of the frame for cracks. If no cracks are found, a frame reinforcement brace will be attached to the frame using bolts and epoxy adhesive. Suzuki is promising if cracks are found during the inspection, the frame will be replaced with a new frame that has the reinforcement brace installed, providing a five year warranty on the frame and the frame reinforcement brace beginning on the date of installation by the dealer.
Note from Ed. I saw pictures of these the welds, they had minimal to zero weld fusion. If simply cruising like the above cyclist stated, or if making hazardous moves, (a suggestion from Suzuki to point the fault at their customers), its logical to remember these bikes were designed to perform at a high level and the bikes were designed to have sound welds. The extent of the weld defects suggest a complete lack of weld manufacturing process controls from the Suzuki management. If I owned one of these bikes, I would not accept the Suzuki recommendation of a brace or glue repair for a bike with a visible defect, I would be concerned about what I could not see, the potential lack of weld fusion. I would demand a complete refund of the bike cost and seek legal representation to sue Suzuki for putting my life at risk.
ATV STEERING AND WELD ISSUES:
2003: CPSC, Kawasaki Motors Corp. U.S.A. announce recall of ATVs
PRODUCT: ATVs - Kawasaki Motors Corp., U.S.A. (KMC) of Irvine, Calif. Due to a lack of management manufacturing expertise, Kawasaki s voluntarily recalling 732 of the 2003 model year All Terrain Vehicles (ATVs). The Kawasaki "KFX50" is a small four-wheel ATV designed for use by adult-supervised children 6 years of age or older.PROBLEM: There is the potential for failure of a weld securing the tie- rod plate to the steering column. If the weld fails, the plate can become detached from the steering column, resulting in a loss of steering control.
Bad Welds, Bad Welds. What's the Los Alamos Lab going to do?
HEATHER CLARK. Associated Press February 10, 2005 ALBUQUERQUE --
A quality-assurance auditor at Los Alamos National Laboratory said Wednesday that he was demoted in retaliation for audits that were critical of lab safety and security practices.In a complaint to the U.S. Labor Department, Don Brown said he was hired in May 2003 to conduct safety audits on facilities and procedures at the nuclear weapons lab in New Mexico.He said he was involved with two major audits beginning in June 2003 before he was demoted in the fall of 2004.
The first audit found that more than half of the welds inspected in the Chemistry and Metallurgy Research Building, one of the lab's oldest facilities, were defective. Brown said in the complaint that before he and co-workers could complete the audit, lab managers told them to stop. A separate audit of the lab's Nuclear Weapons Engineering and Manufacturing System division found no quality-assurance program covering two missile components used for nuclear warheads, the complaint said.Brown said he decided to go public with his findings after lab management ignored his requests to fix the safety problems. He is also seeking to get his former job back or a similar position, according to the complaint."I don't want us to lose one life, much less a lot of life," Brown said in a telephone interview from his Los Alamos home. "The quality-assurance program that's used to assure nuclear safety is broken."Los Alamos spokesman Kevin Roark said lab management does not ignore safety concerns from employees and added that any welding problems at the research building presented no threat to safety. He said the lab has "a well-documented program" to deal with welding issues.In an October internal report written just before he was demoted, Brown wrote that poor management and an atmosphere of complacency have created "an environment fraught with the potential for dangerous consequences" similar to the Chernobyl disaster. He said the lab has about a fourth of the resources required to maintain quality assurance.In addition, lab managers have an "attitude of intellectual arrogance" and a sense that the lab does not need to follow normal industry requirements, because the status quo is adequate, Brown wrote."I tried to get management's attention," Brown said. "All I got was lip service and even very little of that."Roark called the comparison to the Russian nuclear disaster "ridiculous."The complaints by Brown follow several problems at Los Alamos, including a virtual shutdown of the lab last summer after two computer disks supposedly disappeared. It later turned out the disks never existed.As punishment for the problems, the Energy Department recently slashed by two-thirds the management fee it paid to the University of California for running the lab
Fertilizer Tank Dangers
Prompt Nationwide Review
Who needs terrorists? With the bad welds, the fertilizer tanks are exploding around the country
By CHARLEY GILLESPIE
Associated Press Writer
COLUMBUS, Ohio (AP) -- Seconds after workers heard the booming sound of a massive tank's seams bursting, they saw a giant wave of liquid fertilizer coming at them. One worker escaped injury as the million gallons of liquid pushed the forklift he was riding over a containing wall. Two workers cutting grass outside the dike weren't as lucky. The liquid swept them up like driftwood and knocked them into other tanks and equipment. Both were hospitalized. The accident last July at the Anderson Facility in Webberville, Mich., was one of a series of ruptures of fertilizer tanks in several states.Tank rupture blamed on faulty welding.
Five tanks, all the same brand, ruptured in Ohio within a few months. State Fire Marshal Robert Rielag alerted his counterparts around the country about problems with the welding of tanks, which were built by two southwest Ohio companies, Carolyn Equipment Co. and Nationwide Tanks Inc., that are now out of business. As a result, authorities around the country are inspecting for faulty welding that could allow spills that threaten lives, property and drinking water. The steel tanks, which hold liquid fertilizer used for farming, range in size from 50,000 to 2 million gallons and can be as big as a four-story building. The heavy liquid can burst through a bad weld with such force that protective dikes fail to contain spills.
One of the most serious ruptures happened at Southside River Rail in Cincinnati on Jan. 8. Liquid fertilizer exploded out of a million-gallon tank, destroyed two reinforced concrete containing walls and pushed two tractor-trailers into the Ohio River. One million gallons of fertilizer is like a mini tidal wave," said Mike Kroeger, an assistant fire chief in Cincinnati. "Thank goodness we haven't had anyone killed. If anybody is standing next to a tank when it goes they wouldn't survive."
Testing of six other tanks at Southside River Rail found faulty welding on all. Another tank farm, the Queen City terminal, found five tanks with weak welds. In 1997, at United Suppliers in Pacific Junction, Iowa, a million-gallon tank burst with such force the liquid fertilizer moved rail cars off their track. John Whipple, fertilizer bureau chief for Iowa's Department of Agriculture, said that after the Ohio fire marshal's warnings his staff spent a month looking for the suspect tanks. It found about a dozen, and "all of them have had to be re-welded," Whipple said.Gary King, plant industry manager for the Michigan Department of Agriculture, said the state began regulating fertilizer tanks last October. King said Michigan now does yearly inspections and will require the manufacturer's name be listed on tank registration applications.
Kroeger, who is trying to assemble a national database of fertilizer tanks, says he doesn't know how many are out there. He estimates there are 12,000 similar tanks in the Cincinnati area alone. Both Carolyn Equipment and Nationwide Tanks were owned by Donald and Carolyn Walters of West Chester, Ohio. Carolyn Equipment was foreclosed on by its lender in 1990, while Nationwide filed for bankruptcy protection in 1995 and then went out of business. Between 1980 and 1995, the two companies built above-ground liquid storage tanks in Michigan, Illinois, Missouri and Iowa, according to court records. Rielag believes tanks in other states should be checked on the possibility that the problem goes beyond one brand.
Carolyn Walters said neither she nor her husband were aware of any widespread problems with welding on tanks built by their companies. They used subcontractors to do the welding, but Carolyn Walters said she couldn't recall who they were. She said all records of who bought the tanks were destroyed after the bankruptcy.
Eds comment:
Welding steel tanks is a simple manual or automated weld application. We can put a man on the moon and yet we cannot find managers, engineers and supervisors who can ensure their products achieve full weld penetration on common steel applications that have been MIG welded for more than four decades.
IF YOUR HEART IS NOT IN WELDING,
IT'S LIKELY A GOOD THING.
The explosive truth behind US wave of corporate crime
By Gregory Palast
Guardian Unlimited
Sunday November 1, 1998
There aren't a million lawyers in America, there is only 925,671. But that's not nearly enough, according to Elaine Levenson. Levenson, a Cincinnati housewife, is waiting for her heart to explode.
In 1981, surgeons implanted a mechanical valve in Elaine's heart, the Bjork-Shiley, the 'Rolls-Royce of valves', her doctor told her. What neither she nor her doctor knew was that several Bjork-Shiley valves had fractured during testing, years before her implant was done. The company that made the valve, an offshoot of pharmaceuticals giant Pfizer, never told the government. At Pfizer's factory in the Caribbean, company inspectors found that due to a lack of management manufacturing expertise, inferior equipment was used to make the poor welds. Rather than toss out bad valves, Pfizer management ordered the defects to be ground down, which weakened the valves further, but made them look smooth and perfect. Pfizer then sold them worldwide.
Ed's Comment. Its not about inferior weld equipment, it;s inferior management and engineers who selected the equipment and did not put the necessary best weld practices and controls in place.
ARE YOUR KIDS SAFE RIDING ON A SCHOOL BUS
WITHOUT SEAT BELTS AND WITH BAD WELDS?
Weld Defects Curb School Buses
Ray Hagar RENO GAZETTE-JOURNAL
Posted: 10/28/2003.Defective welds in the roof and pillars of Carpenter-brand school buses in Washoe County and Carson City fleets prompted officials Tuesday to order them repaired or replaced. The Washoe County school board approved an additional $200,000 Tuesday night to buy 10 to 12 new buses on a lease-purchase program. Carson City school officials, meanwhile, began inspecting their 17 Carpenter buses, about 40 percent of the fleet, to assess the possible damage. "This is not only a problem for us, but also for many other school districts in the state," Washoe Superintendent Jim Hager told the board. "We want to make sure that all our parents are aware that they (students) will be riding in safe buses. We won't put a bus out that is not a safe bus."
The National Highway Traffic Safety Administration in June recommended inspections of the buses nationwide after an 83-passenger Carpenter bus in Florida rolled over, collapsing the roof to the seat level. No children were on the bus. In Washoe County, crews found that 69 of the 71 Carpenter buses in the district's fleet of nearly 300 buses had cracked or broken welds. Fifteen of those buses have been taken off the road after the inspections showed grave structural problems. Minor problems were found in the remaining 56 Carpenter buses that remain in service. Repairs of the Carpenter buses still in service should be completed within a few months, school officials said. So far, six buses have been repaired.
Kevin Curnes, Carson City schools transportation director, told the school board Tuesday that four of the six Carpenter buses inspected needed re-welding. He said inspection of the other 11 buses by the Nevada Highway Patrol should be complete in about two weeks. The school district has 43 school buses. "We're only allowed to repair once if the weld is not too bad," he said. "After that, they have to be taken out of service and can only be sold as scrap." He said school districts were asking Gov. Kenny Guinn for emergency funding if school buses need to be replaced at $78,000 per vehicle. The repairs, he said, only cost $500. Director of Operations Mike Mitchell told trustees that Carson City's insurance does not cover bus replacement. Curnes encouraged trustees to keep the Carpenter buses in service.
The Clark County School District, Nevada's largest, has removed 23 of its Carpenter buses from service. "We didn't consider any of them minor," Frank Giordano, Clark County School District's vehicle maintenance coordinator, said of the Carpenter bus weld problems. Giordano said it was easier for Clark County to park its Carpenter buses because the district already is buying many new buses to accommodate the state's fastest-growing school district. The Carpenter buses with faulty welds were made at the Carpenter factory in Mitchell, Ind., before 1995, school officials said. The company had been the nation's second-largest manufacturer of buses before the plant closed. The Carpenter buses in the Washoe fleet were made between 1978 and 1990, Svare said.
Thanks to poor manufacturing practices maybe
you should take a fire extinguisher with you on your next bus trip:
It was reported to the National Transportation Safety Board that approx 2600 fires break out each year in the USA. The fires caused by manufacturing defects occur in all types of buses. This has been going on for years.
Weld Failure Leads to Explosion in food industry:
In March 1994, a meat processing plant in the southeast experienced an explosion in one of their freezer rooms which resulted in over $500,000.00 of property damage. Fortunately, the explosion occurred around midnight on a Sunday so there were few employees at the plant and no one was injured. An initial investigation by plant personnel determined a weld in the refrigeration system failed and leaked refrigerant. Summit Engineering was asked to assist in determining the cause of the weld failure and what caused the explosion.
The freezer room where the weld failed is commonly referred to as a "blast freezer" and is used to quickly cool the processed meat down to sub-zero temperatures. The blast freezer used an ammonia refrigeration system to provide the necessary cooling requirements.
The weld fractured approximately one-quarter of the pipe circumference along the center line of the weld.The weld was determined to be a factory weld which was made at the refrigeration system manufacturer's facility. The weld was sectioned and examined using optical magnification and scanning electron microscopy. In addition, the fractured weld was sectioned, polished, etched and examined. A polished sample of the fractured weld indicated lack of weld penetration and the misalignment of the pipe and elbow. It was concluded that a poor quality factory weld in the refrigeration piping failed, leaked ammonia which then ignited and exploded.
Faulty welds explosion Marcus Oil facility. Houston, Texa December 2004.
PURPOSE
The Office of Environment, Safety and Health is issuing this Environment, Safety and Health Advisory to provide external operating experience regarding an explosion and fire that occurred at the Marcus Oil facility in Houston, Texas in December 2004. Investigators determined that the explosion resulted from faulty welds in a steel process pressure vessel.
DISCUSSION
In its final investigation report on the explosion, the US Chemical Safety Board (CSB) describes the violent explosion of a 50,000-pound steel pressure vessel at the Marcus Oil and Chemical facility. The explosion was felt over a wide area in Houston and ignited a fire that burned for seven hours. Several residents were cut by flying glass, and steel fragments from the explosion were thrown up to a quarter mile from the plant. Building and car windows were shattered, and nearby buildings experienced significant structural and interior damage.
The Marcus Oil facility refines polyethylene waxes for industrial use. The crude waxes, which are obtained as a by product from the petrochemical industry, contain flammable hydrocarbons such as hexane. The waxes are processed and purified inside a variety of steel process vessels. The vessel that exploded was a horizontal tank 12 feet in diameter, 50 feet long, and operated at a pressure of approximately 67 pounds per square inch.
The case study report and accompanying safety
recommendations have been posted to the CSB web site (https://www.csb.gov).
WELDING ISSUES:
CSB investigators determined that the failed vessel, known as Tank 7, had been modified by Marcus Oil to install internal heating coils, as were several other pressure vessels at the facility. Following coil installation, each vessel was resealed by welding a steel plate over the 2-foot-diameter temporary opening. The repair welds did not meet accepted industry quality standards for pressure vessels. Marcus Oil did not use a qualified welder or proper welding procedure to reseal the vessels and did not pressure-test the vessels after the welding was completed. The weld used to close the temporary opening on Tank 7 failed during the incident because the repair weld (Figure 1) did not meet generally accepted industry quality standards for pressure vessel fabrication. The original, flame-cut surface was not ground off the plate edges before the joint was re-welded, and the weld did not penetrate the full thickness of the vessel head. Furthermore, the welds contained excessive porosity (holes from gas bubbles in the weld). These defects significantly degraded the strength of the weld. Marcus Oil did not use a qualified welder or proper welding procedure to re-weld the plate on the vessel heads and install the steam pipe nozzles in the shells.
A SAD EXCUSE FOR A WELD.
Figure 1. Recovered patch plate weld from failed Tank 7
The CSB estimated that the defective welds had decreased the strength of the vessels by more than 75 percent. It is likely that the welds were further weakened by metal fatigue from hundreds of operating cycles over many years. The weld on Tank 7 finally failed catastrophically during a routine production run.
WHY USE THE PRESSURE VESSEL CODE?:The CSB report pointed out that Texas is one of 11 states that have not adopted national safety standards for pressure vessels. The ASME Boiler and Pressure Vessel Code provides rules for pressure vessel design, fabrication, weld procedures, welder qualifications, and pressure testing. In addition, the National Board of Boiler and Pressure Vessel Inspectors has established the National Board Inspection Code for pressure vessel repairs and alterations. However, Texas is one of 17 states that do not require adherence to the National Board Inspection Code. The code requires alterations to pressure vessels to be inspected, tested, certified, and stamped. "If the provisions of internationally recognized pressure
vessel safety codes had been required and enforced, this accident would almost certainly not have occurred," CSB
Board Member John S. Bresland said. "Pressure vessels potentially contain huge amounts of stored energy, and if they fail they can pose a grave danger to lives and property, as clearly demonstrated by the accident at Marcus Oil. The presence of unregulated, uninspected, and improperly maintained pressure vessels within an urban area like Houston is a serious concern."
ACKNOWLEDGMENT
Richard Higgins of CH2M Hill Hanford Group, Inc. is the
principal author of this Advisory.
Note from Ed. This was 2004 not 1904. What an understatement.
Click here for the bad welds cars and truck section.
Its easy to avoid bad welds with Ed's - Em's weld process control training resources.