The
following are the common titanium alloys. Selecting base titanium metals or titanium
weld filler metals to meet specific corrosion or mechanical properties requires
many considerations, if you need this material data I recommend you check in with
the International Titanium Association www.titanium.org-- https://www.titaniuminfogroup.co.uk. www.timet.com
For Titanium electrode
data check with any titanium electrode manufacturer. Filler materials used for
Welding-titanium alloys are described in AWS 5.16 - Specification for Titanium
and Titanium Alloy Weld Electrodes and Rods.
The
maximum useful temperature range for titanium structural applications is 800 to
1100 0F, depending on the selected alloy and it's condition. Titanium is used
in cryogenic applications as it has no dangerous ductile-brittle transition temperature.
Unalloyed titanium is usually selected for its excellent corrosion resistance,
especially in applications where high strength is not required. Besides the unalloyed
or commercial titanium, different classes of titanium alloys are described by
reference to metallurgical types called alpha, alpha-beta and beta, which indicate
the main phases present in the microstructure.
TITANIUM
WELD WIRE SUPPLIER:
Looking for a Titanium weld wire supplier
and good practical Titanium data. The use of extremely high quality filler metal
is vital for producing good titanium welds, especially for aerospace and aircraft
repair industries, as well as for other critical applications. The filler metal
must be free of metallic and nonmetallic impurities, with an extremely clean,smooth
surface free of moisture, dirt, lubricants or other contaminants. It takes some
additional care during storage and handling of the filler metal to prevent contamination
that would cause poor welds. Lancaster Alloys Company guarantees the highest quality
titanium filler metal supplied to its customers including uniformity, freedom
from any surface defects and contaminant. © Lancaster Alloys Co. https://www.lancasteralloys.co.uk.
This company provides great data and supplies it's products in a wide variety
of re-sealable packing bags covered by requirements of AMS, AWS and other commercial
practices, including vapor barrier envelopes with desiccant, to assure the filler
metal containment free as long as it kept in the original packaging.
Note: The
two most common titanium grades are commercially pure titanium ASTM grade 2 (corrosion
resistant) with strength 350 - 450 MPa, and higher strength titanium alloys Ti-6AI-4V
that provide strength in the 900 - 1100 MPa range.
Commercially
PURE titanium alloys:
Examine the corrosion resistance and mechanical properties
of the many grades available.
The commercially pure (C.P) alloys
are widely used for industrial applications as a results of the combinations of
good weldability, strength, corrosion resistance and formability.
ASTM
Grades 1 -2 - 3 - 4. (alpha) are commercially pure and typically used for their
corrosion resistance.. Each of these grades has a different amount of impurity
content. Grade 1 is the the most pure. The mechanical properties increase with
the grade number.
ASTM Grades 7 - 11 - 16 - 17 are also alpha titanium
that contain palladium, these grades have excellent corrosion resistance, while
grades 26 and 27 provide even greater corrosion resistance. There are many other
grades available.
When
welding CP alloys you would typically utilize a weld wire one or two PSI strength
grades lower than the parent metal. The weld dilution with the base metal along
with micro contaminants from the base will l increase the strength of the weld
metal. One of the important benefits of welding the commercially pure grades of
titanium is that they are over 99% pure titanium and there is no concern for segregation.
The same is true for commercially pure weld wire or rod.
Unalloyed
grades include about 30% of titanium production. Unalloyed titanium are generally
weldable and welded joints generally have acceptable strength and ductility. Postweld
stress-relief annealing of weldments is recommended.
Alpha
titanium alloys:
Alpha
alloys are predominantly alpha, usually with small amounts of beta present. Alpha
alloys typically contain aluminum and tin, and they can also contain molybdenum,
zirconium, nitrogen, vanadium, tantalum, columbium, and silicon. These alloys
are weldable in annealed condition and retain their strength at high temperature.
They do not generally respond to heat treatment however they can be strengthened
by cold work ( strain hardening) and are commonly used for chemical processing,
cryogenic applications and airplane parts.
Beta
titanium Alloys:
The
Beta alloys are the smallest group of titanium alloys. These alloys have good
hardenability. They have good cold formability when they are solution-treated,
and high strength when aged. Beta alloys are slightly denser than other titanium
alloys. These weldable alloys are the least creep resistant alloys, they can provide
yield strengths up to 1345 MPa.
Alpha-Beta
titanium Alloys:
Alpha-beta
alloys contain both phases, with more beta than the alpha alloys.Titanium alpha-beta
alloys can be welded in certain conditions but with limited weld ductility or
heat affected zone ductility, however these alloys can be strengthened by heat
treatment. In contrast to the Alpha alloys, the Alpha-Beta alloys can be strengthened
by heat treatment and aging. The Alpha-Beta alloys can undergo machining / manufacturing
while the material is still ductile, and then be heat treated to strengthen the
material, which is a major advantage. The alloys are commonly used in aircraft
and aircraft turbine parts, chemical processing equipment, prosthetic devices
and marine parts.
Ti-6Al-4V is a common titanium alloy. These alloys are weldable in the annealed
condition as well as in the solution treated and partially aged condition (aging
can be completed during the post-weld heat treatment). Strongly stabilized alpha-beta
alloys can be embrittled by welding, the result of phase transformations occurring
in the weld metal or the heat affected zone.
ASTM.
Titanium Welding Specifications:
[]
B265 Strip Sheet and Plate.
[] B337 Seamless and Welded Pipe.
[] B338 Seamless
and Welded Tubes.
[] B348 Bars and Billets.
[] B363 Seamless and Welded
Fittings.
[] B367 Castings.
[] B381 Forgings.
[] B861 Seamless Pipe replaces
B 337
[] B862 welded Pipe.
[] B863 Wire.
[] F 67 Unalloyed Titanium for
Surgical Applications.
[] Ti-6AI-4V Surgical Applications.
Note: Please remember,most of the titanium weld - part issues that you have learnt about or experienced when using conventional GTAW and pulsed MIG, are typically not relevant when you use the TIP TIG process.
 HAZARDS
OF WELDING TITANIUM - SAFETY CONSIDERATIONS:
HAZARDS
OF WELDING TITANIUM - SAFETY CONSIDERATIONS:
Storage
of titanium chips from machining operations is relatively safe, however the storage of fine titanium powder can be a fire or explosion hazard. Avoid weld
sparks or flames around titanium dust. If a fire does start with the titanium
after product and its safe to do so, try to isolate the burning material from
the bulk of the scrap. A titanium fire can be extinguished using either a Class
D extinguisher or dry powder. A sodium chloride base powder or salt / sand can
be used to reduce the oxygen.
Give
consideration to the collection or storage of titanium chips and the dust from
machining operations. The chips are relatively safe, the concern should be for
the titanium dust / powders which could create either a fire or explosion. Fires
or explosions may be initiated by exposing a flammable concentration of titanium
dust to grinding / weld sparks spark or a naked flame. If a fire does start, try
to isolate the burning materials from the rest of the materials. A titanium fire
will be extinguished using either dry powder (sodium chloride, salt sand) or a
class D fire extinguisher.
From
Lancaster Alloys: The possibility of spontaneous ignition of titanium or its alloys
during welding is extremely remote. Like magnesium or aluminum the occurrence
of fires is usually encountered where accumulation of grinding dust or machining
chips exists. Even in extremely high surface-to- volume ratios, accumulation of
clean titanium particles do not ignite at any temperature below incipient fusion
temperature in an ambient atmosphere. However, spontaneous ignition of fine grinding
dust or lathe chips, saturated with oil under hot humid conditions have been reported.
Water or water-based coolants should be used for all machining operations. Carbon
dioxide is also a satisfactory agent. Large accumulations of chips, turnings,
or other metal powders should be removed and stored in enclosed metal containers.
Dry grinding should be done in a manner that will allow proper heat dissipation,
with the powder similarly stored in enclosed containers.
Dry compounds
extinguishing agents or dry sand are effective fire extinguishing agents. Ordinary
extinguishing agents such as water, carbon tetrachloride, and carbon dioxide foam
are ineffective in extinguishing titanium fires.
The
toxicity and related health problems associated with Titanium Tetrachloride are
discussed by the Agency for Toxic Substances and Disease Registry. https://www.atsdr.cdc.gov/tfacts101.html.
https://www.corrosion-doctors.org/ MatSelect/corrtitanium.htm describes the
corrosive effects of some chemicals with titanium.
The
nitric acid used to pre-clean titanium for inert gas shielded arc welding is highly
toxic and corrosive. Goggles, rubber gloves, and rubber aprons must be worn when
handling acid and acid solutions. Do not inhale gases and mists. When spilled
on the body or clothing, wash immediately with large quantities of cold water,
and seek medical help. Never pour water into acid when preparing the solution;
instead, pour acid into water. Always mix acid and water slowly. Perform cleaning
operations only in well ventilated places.
The
caustic chemicals (including sodium hydride) used to preclean titanium for inert
gas shielded arc welding are highly toxic and corrosive. Goggles, rubber gloves,
and rubber aprons must be worn when handling these chemicals. Do not inhale gases
or mists. When spilled on the body or clothing, wash immediately with large quantities
of cold water and seek medical help. Special care should be taken at all times
to prevent any water from coming in contact with the molten bath or any other
large amount of sodium hydride, as this will cause the formation of highly explosive
hydrogen gas.
TIG
OR TIP TIP TIG WELDING & TITANIUM BEST PRACTICES.
 TITANIUM, THINK CLEAN:
TITANIUM, THINK CLEAN:
Titanium
weld joints are similar to those for other metals, and the edge preparation is
commonly done by machining or grinding. In welding Titanium cleanliness is always
vital and of course the parts|
have to be spotless, however give also consideration
to the influence of the surrounding atmosphere as this needs consideration. Aggressive
wire brushing of the base metal in the weld area using a stainless steel brush
designated solely for the titanium only. Use of high-purity acetone for cleaning
both the titanium surfaces to be welded and also when regular TIG
welding for the surface of the weld filler wire.
Maintaining cleanliness reduces weld porosity and the loss of toughness that typically associated with
contaminates and titanium welds..
Wear clean white cotton gloves when handling the parts.
Store parts in clean
dry area.
Don't store parts unless they are wrapped and sealed from
the atmosphere.
A separate highly clean
area in the weld shop should be used
for welding the titanium. The clean area
should be isolated from
dirt-producing
operations such as grinding, painting machining torch cutting and painting.
The weld area should be free of air drafts and the humidity should be controlled.
Remember grinding dust and particle contaminates from the weld smoke
can end up on the Titanium surface, this will cause weld issues.
Any
oxide layer must be removed from the titanium surface by grit blasting or pickling.
Contaminants such as grease, oils, marker pens and even fingerprints
should be removed from any area subject to >400 C, clean with detergent cleaners
or non-chlorinated solvents.
To
clean the parts. Chlorinated Fluoro Carbon solvents are forbidden for cleaning
titanium and titanium alloys because they produce embrittlement. Use instead only
Acetone or Methyl Ethyl Ketone (MEK).
To clean the welds, a new dedicated
stainless steel brush should be used to clean the weld joint and immediate area
surface.
Take care of those stainless cleaning brushes. After use,
the stainless brushes should be rinsed in alcohol and stored in a sealed container.
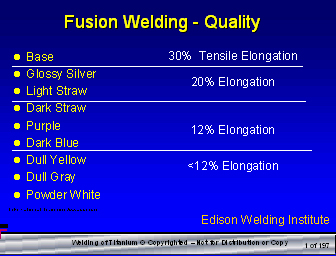
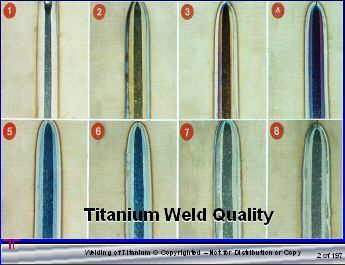
Always remember the weld color indicates the success of your cleanliness.
Light surface oxides can be removed by acid pickling while heavier oxides on the
surface could require you grit blast then pickle the part.
Keep in
mind that clamps and fixtures in the proximity of the parts that are in the heat
sensitive zone of > 400C. can also contaminate the parts.
The weld
wire used should not be left in the open, store in a sealed dry area and use clean
cotton gloves or new weld gloves if handling.
Lancaster
Alloys Provides the following advice on cleaning titanium.
[] Several cleaning procedures are
used, depending on the surface condition of the base and filler metals. Surface
conditions most often encountered are as follows:
(a) Scale free (as received
from the mill).
(b) Light scale (after hot forming or annealing at intermediate
temperature; ie., less than 1300°F (704°C).
(c) Heavy scale (after
hot forming, annealing, or forging at high temperature).
[]
Metals that are scale free can be cleaned by simple decreasing.
[] Metals
with light oxide scale should be cleaned by acid pickling. In order to minimize
hydrogen pickup, pickling solutions for this operation should have a nitric acid
concentration greater than 20 percent. Metals to be welded should be pickled for
1 to 20 minutes at a bath temperature from 80 to 160°F (27 to 71°C). After
pickling, the parts are rinsed in hot water.
A
common pickling solutions of 48 %hydrofluoric acid concentration and 70% nitric
acid concentration. The acid ratio 1:5 and 1:9 is effective.
[] Metals
with a heavy scale should be cleaned with sand, grit, or vaporblasting, molten
sodium hydride salt baths, or molten caustic baths. Sand, grit, or vaporblasting
is preferred where applicable. Hydrogen pickup may occur with molten bath treatments,
but it can be minimized by controlling the bath temperature and pickling time.
Bath temperature should be held at about 750 to 850°F (399 to 454°C).
Parts should not be pickled any longer than necessary to remove scale. After heavy
scale is removed, the metal should be pickled as described in (4) above.
[]
Surfaces of metals that have undergone oxyacetylene flame cutting operations have
a very heavy scale, and may contain microscopic cracks due to excessive contamination
of the metallurgical characteristics of the alloys. The best cleaning method for
flame cut surfaces is to remove the contaminated layer and any cracks by machining
operations. Certain alloys can be stress relieved immediately after cutting to
prevent the propagation of these cracks. This stress relief is usually made in
conjunction with the cutting operation
 TITANIUM
BEST PRACTICES AND TIG WELD GAS FACTS:
TITANIUM
BEST PRACTICES AND TIG WELD GAS FACTS:
Properly
shielded titanium welds will be bright and silvery in appearence. The quality
and coverage of the shielding gas is an extremely important factor for welding
titanium. When titanium is subject to heat above 400oC it reacts with the atmosphere
oxygen, nitrogen and also will react with carbon and contaminate. If the contaminants
are absorbed into the weld, the results
can be porosity and low-notch toughness
and brittleness. It's essential that adequate inert shielding gas covers the molten
weld pool and all areas above 400oC to ensure a good quality weld.
Note: In contrast to all other weld processes, TiP TiG will produce the lowest
weld joules and therefore with welds and parts typically less than 400F, there is less concern for titanium oxidation issues.
To
prevent contamination between the atmosphere and the hot metal and welds, the
inert argon or helium must be free of contaminates. The use of -300F liquid argon
containers is preferable to traditional, high pressure cylinder grade argon which
may contain possible contaminates and moisture in the gas. If cylinder gases are
used, consider the use of specialty gas argon and order ultra high quality grade
and dont use cylinder gas mixes below 300 psi as the moisture content rises with
pressure drop.
Note: Its been my experience with TiP TiG that regular grade high pressure cylinder argon is fine as long as the cylinders used are dedicated to argon only.
Unless you are using TiP TiG, its recommended that small parts be welded in a purge chamber.
It's important to supply the inert gas at the correct flow rate to any
side of the titanium parts that are heated above 400°C. A grooved drilled
copper back bar fed with argon is effective in shielding the under bead against
contamination. On narrow parts remember the part's sides may also need atmospheric
protection also. The thinner the part the wider the affected heat zone, the wider
the gas coverage.
Note: TiP TiG should not require the use of helium and TiP TiG will only require 20 - 30% of the argon gas that the conventional TIG welds will require.






 Because
of the low thermal conductivity of titanium the molten puddle tends to be larger
than most metals. For this reason and because of shielding conditions required
in welding titanium, larger MIG and TIG nozzles are used on the welding torch,
with proportionally higher gas flows that are required for other metals.
Because
of the low thermal conductivity of titanium the molten puddle tends to be larger
than most metals. For this reason and because of shielding conditions required
in welding titanium, larger MIG and TIG nozzles are used on the welding torch,
with proportionally higher gas flows that are required for other metals.