 THE LINCOLN PULSED POWER SOURCE SELECTION.
THE LINCOLN PULSED POWER SOURCE SELECTION.
For
almost two decades, the MIG equipment manufactures have been developing and promoting pulsed MIG equipment for "steel applications".
The Lincoln
pulsed equipment purchased for your robot weld lines has undergone years of development
yet still in 2004 provides "poor arc stability" along with arc length
sensitivity. The pulsed arc length sensitivity makes the pulsed mode unsuitable
for most of your high weld speed steel applications. It's ironic that the weld
equipment purchased also has cost 50% more than the available superior, stable,
traditional CV equipment that could have been used. The pulsed weld equipment purchased will also likely cost
three times as much to repair and you will need to keep more spare equipment than
normally would have been required with traditional, more durable CV equipment.
PULSED MIG AND HIGH SPEED WELD CONCERNS: When using an
0.045 (1.2mm) MIG wire and pulsed welding the cross members and similar seam lap welds,
to attain the desired minimum weld travel rate of 50 ipm, on the 1.6 mm lap welds,
the MIG weld wire has to virtually make contact with the weld surface. This "wire
to work contact" not only causes extensive weld spatter which will impact
the tip life. The weld spatter also gets on to the fixtures causing part assembly
/ fit issues. When establishing the pulsed trim voltage (arc length) with the
high speed pulsed applications, if the pulsed weld voltage (arc length) is set
to a none weld spatter condition, the weld transfer and instability at 50 ipm
will cause "skip" welds (missed welds / weld blobs).
 Typically
with this present day power source technology, when pulsed welding we need a sufficient
arc length to enable the pulsed MIG weld drops to form and transfer without making
a short circuit contact with the work and wire tip. With the Lincoln pulsed MIG equipment
the desired minimum arc length required for optimum pulsed weld transfers is
detrimental when pulsed welding thin gage parts using 0.045 wire at the "high
weld speeds".
Typically
with this present day power source technology, when pulsed welding we need a sufficient
arc length to enable the pulsed MIG weld drops to form and transfer without making
a short circuit contact with the work and wire tip. With the Lincoln pulsed MIG equipment
the desired minimum arc length required for optimum pulsed weld transfers is
detrimental when pulsed welding thin gage parts using 0.045 wire at the "high
weld speeds".
The thin gage parts limit the allowed pulsed wire feed rate
which limits the pulsed frequency utilized. The low pulsed frequency with the large wire
diameters and a weld which for 50% of its time is at a background current of less
than 100 amps resulted in an unstable weld transfer unsuited to high weld
speeds on the Ford 500 cradle welds. The
robot, high speed skip weld issues you have at the plant are the same pulsed weld
issues every wheel manufacturer and torque converter manufacture has had to deal
with through for the last two decade. Another
ironic fact is when you use the Lincoln pulsed equipment in the traditional spray
transfer modes which provides improved arc stability is the weld decision maker
may not be aware that the slope influenced performance of the traditional spray
mode from the pulsed MIG equipment is typically inferior to the lower cost traditional
CV equipment.
Note to managers: It's a logical practice to check out
weld equipment before you purchase it.
To
attain high robot weld speeds with weld transfer stability, I recommend the pulsed mode
should be replaced with the more stable, less arc length sensitive "spray
transfer mode". While the spray mode runs hotter than the pulsed this is
not a concern for the welds on the parts > 2mm as the the weld heat can be
reduced through the faster weld speeds and the selection of a smaller MIG wire
diameter such as an 0.040 or 0.035 wire.
Note: Remember this is 2004 pulsed equipment and although I saw the pulsed issues on
numerous occasions and documented them at this site, poor performing pulsed equipment
was something companies like MIller. ESAB and Lincoln did not discuss in public. There is not be the same electronic and weld transfer concerns
with most of the pulsed equipment sold > 2006.
July
30-04. E Mail to Ed,
Ed:
Your description of arc sensitivity with high speed pulsed welds is exactly what
I am experiencing with our robots and the new Miller Accu-Pulse process / Auto
Axcess. Our new auto bumpers are thin gage, 1/16 1.6mm HSLA and martensite concerns.
I tried to weld above 40 IPM with the Accu-Pulse and could not do to weld skipping
and arc instability. We went to an 0.035 1 mm wire and could not get the travel
speeds. We changed to 0.045 (1.2mm) and had to run the pulsed arc with the arc length
buried in the part, this resulted in extensive weld spatter also the part could
not handle the pulsed weld heat and we would have holes all over the place. With
the disappointing pulsed weld results we now use high end short circuit CV with
the 045 wires and are attaining 40 IPM travel rates. I have no spatter on the part
and have no arc stability problems with the short circuit. I hate to admit it
but this is is another pulsed failure in my book. I could get these short circuit
results CV power source for half the costs..
Regards G S.
 BEST WELDING PRACTICES. WIRE DIAMETER SELECTION. As I write this report one of your
competitors is utilizing 0.052 1.4 mm weld wires on Ford frames 2 to 4 mm. This
company is also using the same pulsed Lincoln equipment as you. They also went
through
BEST WELDING PRACTICES. WIRE DIAMETER SELECTION. As I write this report one of your
competitors is utilizing 0.052 1.4 mm weld wires on Ford frames 2 to 4 mm. This
company is also using the same pulsed Lincoln equipment as you. They also went
through  the
consequences of the pulsed arc instability, and they were unable to use spray
with the large weld wires. The programmers at the plant unknowingly dialled in
lower "globular parameters" which are causing all types of production
and quality problems, (see frame plant report at this site).The globular transfer
caused over 80% weld rework.
the
consequences of the pulsed arc instability, and they were unable to use spray
with the large weld wires. The programmers at the plant unknowingly dialled in
lower "globular parameters" which are causing all types of production
and quality problems, (see frame plant report at this site).The globular transfer
caused over 80% weld rework.
The choice of an 0.045 wire for short circuit
and spray welds that will be made on parts less than 2 mm is also an inappropriate
choice.
The Chicago
facility and the cradle welds will benefit from stable spray transfer and a smaller
wire diameter than 0.045 (1.2mm) Lets take a moment to look at the MIG weld current
compatibility with standard gage thickness used at the cradle facility.
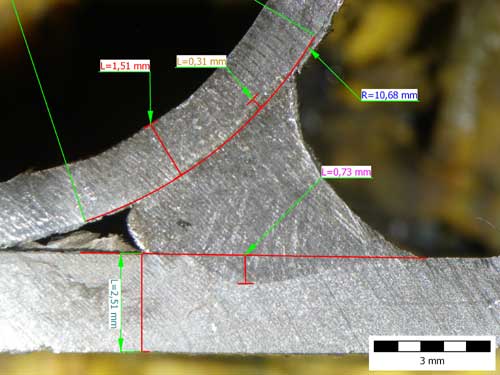
[]
With robot, single pass "butt" welds on 1.6 mm cradle parts, we typically
would be in the short circuit mode, welding at 170 - 200 amps. Lap welds do allow
higher weld current, however the butt weld data shows the part compatibility with
the weld current utilized.
[] With the cradle 1.8 mm parts, the butt weld
current would be increased to approx. 220 amps. For any application that uses
a weld current over 200 amps we would want to use the high deposition, stable
spray transfer mode. Butt welds on 2 mm parts could be robot welded using 240
- 260 amps.
An
0.045 wire requires a minimum of 250 - 260 amps to attain stable spray transfer.
As many of the welds you produce require less than 260 amps it makes no sense
to use a consumable that will simply cause weld burn through on many of your parts.
The bottom line it's imperative the plant uses an 0.035 or 0.040 wire. The common
0.035 wire will go into spray around 200 amps.
BEST
PRACTICES AND WELD WIRE COSTS.
 I
can understand why third world countries get uptight about weld consumable costs,
however in many North American auto plants weld engineers should not have to worry
about the $1 a pound MIG wire costs. As bigger wires cost less, in many auto plants
purchasing managers rather than engineers may decide on the wire diameter selected.
A typical auto cradle may today use approx. 1 to 2 lbs of weld wire per cradle.
So the purchasing manager can save 20 to 30 cents a cradle by recommending an
0.045 or 0.052 wire instead of the 0.040 or 0.035 wires. In this case changing
the weld wire to a smaller wire will dramatically improve both the weld productivity
and quality, but hey, why worry about a daily, lousy robot production of 60% with
> 40 % daily weld rework, when the purchasing manager can save 20 cents a part.
I
can understand why third world countries get uptight about weld consumable costs,
however in many North American auto plants weld engineers should not have to worry
about the $1 a pound MIG wire costs. As bigger wires cost less, in many auto plants
purchasing managers rather than engineers may decide on the wire diameter selected.
A typical auto cradle may today use approx. 1 to 2 lbs of weld wire per cradle.
So the purchasing manager can save 20 to 30 cents a cradle by recommending an
0.045 or 0.052 wire instead of the 0.040 or 0.035 wires. In this case changing
the weld wire to a smaller wire will dramatically improve both the weld productivity
and quality, but hey, why worry about a daily, lousy robot production of 60% with
> 40 % daily weld rework, when the purchasing manager can save 20 cents a part.
YOU
ARE NOT LIKELY TO USE WELD WEAVES IF YOU DON'T UNDERSTAND THE ROBOT MIG WELD BENEFITS ATTAINED FROM
WELD WEAVES:
THIN PARTS AND WELD WEAVES. The plant was not using weaves in any of the robot cells. The plant should consider
when required, the use of weld weaves for specific problem welds. The weld weaves
should comprise of amplitude that creates a narrow, high speed oscillation in
the weld centre. This weld weave oscillation will not impact the potential weld
speeds, it will however cause the fast freeze thin welds to thin out and provide
slightly wider weld coverage.
Three
important weld benefits are attained from the weld weaves on gage parts;
[1]
Reduce weld burn through potential.
[2] Helps compensate for gaps.
[3]
Helps compensate for part dimensional deviations.
If you are reading
this today a few years will have passed since it was written. Do you see any similar
issues in your plants? Hopefully this tongue in cheek weld article will assist
some UN-blinkered auto / truck manufacturers to give a little more consideration
to weld process and equipment requirements. If you want to spend less time trying
to put out the weld shop fires that daily spread through too many weld shops,
managers, engineers and technicians and any weld decision maker involved, all
need to walk the same path to weld process optimisation, in other words for god's
sake get some robot weld process control training.







 30 MINUTES PER-HR PRODUCTION LOSS FROM NOT ORDERING THE CORRECT EQUIPMENT:
30 MINUTES PER-HR PRODUCTION LOSS FROM NOT ORDERING THE CORRECT EQUIPMENT: 
 INFLATED
WELD PROCESS CONFIDENCE. At many North American auto / truck parts plants,
when the robot welded parts are >2 mm, thanks to good part fit and the low
weld burn through risk, and the simple fact that few of the welds will have an
internal weld evaluation, you will often find that the managers, engineers and
technicians have an inflated weld process confidence with
typically minimal weld process expertise. Along with the unwarranted weld
confidence it's not difficult in these plants to find managers and engineers who
do not believe in process ownership. Also you won't have to look far to find young
technicians with 24 months expertise and swollen egos and attitudes and these
rookies will have decided they no longer need to further their very limited weld
process education. They don't need process expertise yet the majority would have
a difficult time with this fundamental process control
INFLATED
WELD PROCESS CONFIDENCE. At many North American auto / truck parts plants,
when the robot welded parts are >2 mm, thanks to good part fit and the low
weld burn through risk, and the simple fact that few of the welds will have an
internal weld evaluation, you will often find that the managers, engineers and
technicians have an inflated weld process confidence with
typically minimal weld process expertise. Along with the unwarranted weld
confidence it's not difficult in these plants to find managers and engineers who
do not believe in process ownership. Also you won't have to look far to find young
technicians with 24 months expertise and swollen egos and attitudes and these
rookies will have decided they no longer need to further their very limited weld
process education. They don't need process expertise yet the majority would have
a difficult time with this fundamental process control 