It's
the intention of this report to deal with the root causes of the numerous robot
/ manual weld issues found on the Ford F-150 Frame truck robot line at your facility.
 At
this time your robot frame weld productivity is only 50 % of your goal and your
weld repair personnel report that the majority of the MIG welded robot frames
require rework. Of the 140 robot welds on the frame typically 60 to 80 of these
welds require manual weld rework. Of the sectioned critical welds that daily require
macro examination of the weld fusion, an average of 20 to 30% of the welds revealed
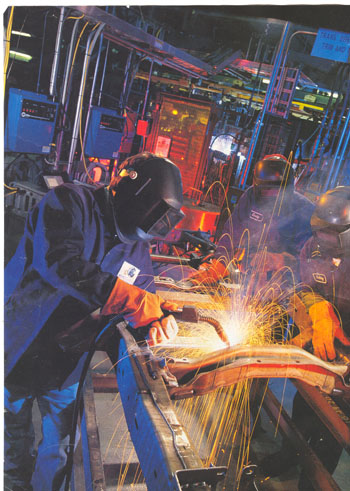
lack of weld fusion. As the photo below indicates, many of the robot / manual
weld repairs are poor quality. The numerous manual weld repairs are providing
a patched product which provide both poor weld integrity and a poor visual weld
appearance. The general management / engineering lack of weld process control
expertise in the plant, and the poor robot cell equipment / consumable decisions
are negatively impacting your robot weld productivity and quality potential.
At
this time your robot frame weld productivity is only 50 % of your goal and your
weld repair personnel report that the majority of the MIG welded robot frames
require rework. Of the 140 robot welds on the frame typically 60 to 80 of these
welds require manual weld rework. Of the sectioned critical welds that daily require
macro examination of the weld fusion, an average of 20 to 30% of the welds revealed
lack of weld fusion. As the photo below indicates, many of the robot / manual
weld repairs are poor quality. The numerous manual weld repairs are providing
a patched product which provide both poor weld integrity and a poor visual weld
appearance. The general management / engineering lack of weld process control
expertise in the plant, and the poor robot cell equipment / consumable decisions
are negatively impacting your robot weld productivity and quality potential.
Poor
manual repair welds on top of poor robot welds.

WHERE
ARE THE MIG WELD PROCESS CONTROLS?
 USING
THE WRONG WELD TRANSFER MODE: The MIG weld transfer mode used for the majority
of your robot and manual frame welds is the "globular weld transfer mode".
This weld transfer mode produces poor weld fusion, poor weld deposition rates,
erratic weld transfer and extensive weld spatter. None of the traditional controlled
MIG weld transfer modes, short circuit, pulsed or spray are being utilized.
USING
THE WRONG WELD TRANSFER MODE: The MIG weld transfer mode used for the majority
of your robot and manual frame welds is the "globular weld transfer mode".
This weld transfer mode produces poor weld fusion, poor weld deposition rates,
erratic weld transfer and extensive weld spatter. None of the traditional controlled
MIG weld transfer modes, short circuit, pulsed or spray are being utilized.
Globular
Fillet Welds on the Frame.

This
globular, robot fillet weld with extensive lack
of weld fusion was considered
an acceptable
weld and was not subject to manual weld rework
Management / Engineering Issues: While
in the plant I had many opinions presented to me on the causes of the extensive
robot / manual weld process issues. In the eighteen months since this robot project
commenced, the lack of management resolutions for most of the weld issues comes
from the fundamental fact that the plant's managers, engineers and supervisors
involved, including your corporate project management, were simply not qualified
on the subject of robot / manual weld process controls.
[a]
Robot Efficiency:
Of
the 140 arc welding robots utilized for the frames, 88 are dedicated to subassembly
components and 52 robots provide the frame welds. At this time, many of the frame
robots average a down time of > 60 minutes per- shift. This is a loss of an
average of 50 robot hour per or you could think of it in terms in which 6 of the
52 frame robots per shift are none productive. None of the robot cells had weld
report logs to report the real world robot down time. You cannot optimize robot
efficiency without awareness of the robot / weld issues.
[b] Weld Gaps.
In
general and from a typical auto / truck robot weld perspective, the majority of
the frame parts that I have viewed did not have oversized weld gaps. However of
concern in the robot cells was the lack of effective robot weld process data that
that can compensate for the numerous moderate gaps.
[c]
Missing necessary equipment. Unacceptable weld joint dimensions and operators
making unnecessary changes to the robot program.
In
general the dimensional tolerances were close to acceptable however small deviations
cause problems. Also the ABB robots should have been purchased with the optional
Bulls Eye (BE). The BE provides automated TCP control. The BE is one of the key
outstanding patented features of an ABB robot. With optimum robot program points
established, the BE automatically maintains the programmed points (weld wire position
and weld gun angle to work) through control of the robot's tool center point.
At this time with no controlled TCP the operators almost hourly shut down the
cells to make what they believe are effective program point adjustments. Many
of their adjustments are poor, yet without a TCP program there is no way to go
back to optimum pre-established robot program points. The operator involvement
creates a band aid approach. resulting in extensive manual intervention in the
robot cells creating numerous productivity / weld issues.
Note:
From a product launch perspective. The investment in the purchase of the automated
TCP equipment (approx. $3000 a unit) makes a lot more sense than the purchase
of the 140 Miller Invision "pulsed power sources" As the pulsed arc
was found to be unstable, the Pulsed MIG is turned off on this application. Frankly
if individuals could see through the salesmanship that surrounds the costly pulsed
weld equipment they would be aware that it's not been as well suited for high
weld speed, steel applications as the lower cost traditional CV equipment. If
a Miller, Delta Weld with built in interface had been purchased instead of the
Invision, the savings generated would have paid for the Bulls Eyes equipment.
Note
there was no use of touch sensing or through the arc tracking (TAT) used. Its
illogical on some of the weld joints why there was no use of the TAT
[d]
Robots, Consumables and process issues:
Your
corporate project management selected the 0.052 (1.4 mm) MIG wire. This large
diameter wire was an incorrect wire diameter. As the pulsed mode was erratic you
were left with the spray mode. The 0.052 wire spray current t requirements was
simply too  high
for the gage frame parts. The robot weld data used is therefore in the erratic
globular mode, resulting in poor weld quality and excess weld spatter that impacts
both the parts and contact tip, (increasing robot down time). This wire size selection
is a prime cause of your daily process issues.
high
for the gage frame parts. The robot weld data used is therefore in the erratic
globular mode, resulting in poor weld quality and excess weld spatter that impacts
both the parts and contact tip, (increasing robot down time). This wire size selection
is a prime cause of your daily process issues.
As
extra shifts commence at this plant, and the facility ramps up to attain it's
target robot weld production, without a major change to the consumables / process
and without the implementation of effective management influenced weld process
controls, there will be a rapid increase in the manual weld rework and further
loss of productivity. The robot down time has the potential to increase from 60
minutes per-shift to a minimum average range of 90 minutes per-shift.
[e] Management Engineering driven issues:
From
a mechanical / weld quality perspective, the daily manual over welding that takes
place on these frames is simply masking the frame weld problems that daily jeopardize
the frame structural integrity. Also the frames produced indicate to your customer
Ford, a lack of management control and lack of engineering expertise in your organization.
There
are many reasons as discussed in this report for the extensive weld issues that
prevail. With many robot automotive / truck installations the last thing that
is often given consideration for the robot line are the actual welds. After 50
years of use, it's inexcusable in 2003/ 2004 to find the universal MIG weld process
confusion and engineering apathy that surrounds a simple, two-control weld process.
Robots
require "optimum process data" . Before the purchase of a robot that
data should typically be developed from a pre-qualified robot weld process control
program. In the case of this plant more than a 100 robots were purchased and correct
weld data was not established before the purchase. Surely your management and
engineers can figure out that it's the welds that determine the equipment, process,
consumables and tolerances required. It seems on this application that minimal
confederation was given to the welds
MANAGEMENT
HAS TO HAVE THE ABILITY TO RECOGNIZE WHEN A LACK OF EXPERTISE EXISTS IN IT'S ORGANIZATION:
Management
and engineers have a responsibility take ownership of the processes critical to
their manufacturing requirements. With a short course in one of
my robot weld process control programs,
any of your managers, engineers or technicians would immediately attain the ability
to simply look at the part's gage thickness and determine the optimum weld wire
diameter, the desired weld transfer mode and optimum robot or manual weld data.
Management.Qualifications,
Accountability, and Responsibility.
If
as in your case, you hand over the factory process keys to confident yet untrained
workers, inexperienced managers, supervisors or engineers, it should not be a
surprise to find that your plant has extensive robot / manual weld process issues.
In
any established manufacturing environment, it's natural to find on the shop floor
great resistance to manufacturing changes. The required changes at this plant
have to first be understood, supported and driven by all managers, engineers and
supervisors involved.
I met with your robot line production manager. After
a five minute conversation I knew this manager has no weld process control experience.
With the millions of dollars mounting up in production and rework losses, not
to mention the fact that every day frames were shipped to ford with extensive
weld quality issues, your manager revealed he was not interested in anyone else's
opinion on his weld problems
After
18 months of robot weld process chaos you now have a plant in which you have "why
change the way we do things mentality". To make changes to an entrenched
process in which a daily acceptance for third world weld quality and productivity
is now the norm requires experienced management that will guide and support the
weld teams. At this time I am sorry to report that management is lacking.
The
closed
mind manager
you put in place for Ford's best selling product is the classic type A auto /
truck fire fighter manager. He actually said to me "he would allow me 30
seconds to tell him the root cause of his problems". Of course I told him
if he wanted to know the root cause he simply had to look in a mirror,
which took 3.5 seconds.
It's
important to note that the weld issues at this plant never derived from the weld
shop floor. The weld shop personnel did not select the inappropriate pulsed weld
equipment or the incorrect size weld consumables. The robot personnel have no
control over the parts or the fixtures. The robot personnel did not turn down
the automated TCP equipment or the through the arc tracking option, and the hundred
plus personnel that daily make robot weld process changes did not turn down any
robot process control training.
To
address the root cause of the primary robot / manual weld issues, all involved
with the weld decision making process have to walk the same process control path,
agree on the root causes of the issues, the necessary actions, take responsibility
for the process ownership and then provide the leadership and time frames necessary
to make the weld changes successful.
My
Recommendations and Weld Resolutions:
[]
Provide robot weld process control training for all those involved, "including
your management supervision, technicians and engineers".
[] Change the
0.052 MIG wire to an 0.040 ( 0.035 second choice) weld wire.
[] Use the spray
transfer mode and short circuit when applicable.
[] Reduce the CO2 content
in the gas mix from 15 to 10%.
The
process changes I recommend will increase the robot weld production by 30 to
50%. If you wish I will make the required changes in any of your cells. As
I do not play around with robot weld data, my changes will be made quickly. The
data I provide will ensure you attain your desired production in a consistent
manner. The new data will greatly reduce the required weld rework, to less
than 5% and reduce the weld spatter by at least 70%. As the new robot
weld programs are produced, I will develop 4 simple standard weld schedules that
will be applicable to all the robot welds.
Note:
Before the ABB robot programs are changed, it would be highly beneficial to get
control of the TCP with the installation of Bulls Eyes in the cells
During
the new robot programming, it would be beneficial if your key robot personnel
and tooling manager worked along side me. The tooling manager understands the
parts and fit issues and is hungry for positive changes. I would use his expertise
to ensure that the process changes made are geared to address the future dimensional
issues.
For
the manual weld repairs. I would change the wire sizes for the manual welders.
Provide them with an 035 or 040 wire and provide them with weld data that is actually
designed for manual MIG weld repairs.
The
Process Control Training Program.
I
provide effective, unique, simple robot weld process control training and have
already developed the necessary training
resources. Another key issue to the success of the process changes is accountability
and responsibility. I would not consider taking on this project unless I was given
full responsibility for the robot weld changes.
Obviously
the robot process control training is an essential part of this package. Who attends
the training is key to the long-term success of this project. I will repeat that
it's essential that all personnel including managers, supervisors, QA, engineers
and technicians should be given the robot weld process control training. The bottom
line with the F-150 frame welds, when it comes to weld decisions that impact the
weld production or quality, all the plant's weld decision makers should walk the
same process control path.
The
large 0.052-weld wire used at your plant may be influenced by the Ford Dearborn
approach to welding frames. At Ford, the management believe bigger weld wires
mean more production. You are likely not aware that for more than a decade every
Ford Dearborn built frame has required extensive manual weld rework. Not one single
Ford Frame has ever had a 100% optimum weld quality, optimum robot weld production
/ quality has simply been beyond their grasp.
With
robot weld issues when the root causes are not addressed, there is a tendency
in the weld shops towards looking for an easy quick fix, or look for a "sales
influenced solution" like changing to a more costly MIG power source, try
the magic three part weld gas mix or the special coated contact tips, etc. As
I sit here writing this report the production manager who does not want to hear
about my low cost solutions to his problems is hinting that he believes changing
the weld wire to a "copper coated MIG wire" or changing the gas mix
to a three part mix will be the solution to your plants woes.
Note
on Ford: In 1997 I was asked by Ford to analyze there numerous (over 160 weld
issues) at the Dearborn facility. I not only analyzed all the issues in a 10 day
period I had the opportunity on a weekend to set up the future 1998 frame line
with my new recommendations for the prototype frames. At the end of that weekend,
for the first time in the Dearborn history of the frame line, frames meeting both
the robot weld productivity and quality expectations were produced. However due
to union issue and management / engineering indifference my changes were never
implemented.
2006
THREE YEARS AND
MILLIONS OF DOLLARS LATER:

E-mail
July 2006
Ed
I wanted to send update about that plant that you visited a few years ago: As
you know on your first visit to this plant, our robot lines were producing less
than 40 truck frames per-hour and the majority required extensive weld rework.
Thanks to your weld process and consumable recommendations that I have been slowly
implementing the results from our employees are today staggering. Yesterday this
plant hit very close to a record of 76 frames jobs per hour. We daily attain our
average goal of one frame per-minute. We had two recent weld audits. One weld
audit had a total of two failures (one offseam), and the 2nd weld audit was the
first 100% pass weld audit in the history of the F-150 line.
Many
thanks!
A
Grateful Employee
Dana Corporation>
Note
from Ed: It's great to hear of a
robot welding success like this, especially as the unusual frame weld quality
and productivity results were attained with process / consumable logic and spray
transfer attainable from any low cost traditional MIG equipment. The
robot process control data I provided this plant is available in my Self Teaching
and Process Control Training CDs, both materials located here.
However this site is called Weld Reality, so lets get back on track continue to
call a lame duck a "lame duck".
It
was 2003 when I delivered the Ford F-150 frame report to the tier one corporate
management. The report correctly pointed out the root causes of the robot weld
issues and provided simple low cost resolutions. The report was not well received
by a corporate management unaccustomed to out side expertise. The bottom line,
it took over three years for the management to finally agree on process changes
that should have taken less than a month to implement. My costs to this company
to fix the weld problems was, less than $20,000. My guess at the costs incurred
in lost weld robot weld production and weld rework during those three years has
to be somewhere between 10 and 20 million dollars. Who's accountable? Doe's anyone
at the major auto / truck manufactures and the tier suppliers read this stuff?
Does anyone see the need to put an end to this ridiculous, common, global loss
of profits that occur annually with robots and a simple two control, 50 year old
weld process?
Ed
Craig.
Bad Weld Section
More Defective Welds on Ford Trucks
Back to Ed Craigs MIG Welding Projects
