
Hello, my name is Ed Craig. I have been involved with MIG and flux cored weld optimization for 50 years. Approx. thirty five years ago, I started to focus on and simplify ARC weld process controls – best practices. I developed a unique MIG, ” Weld Clock Method’ which simplifies both MIG – Flux Cored Weld Process Controls and Best Weld Practices. In the last five decades I was asked to provide both manual and robot weld resolutions for over a 1000 plants in 13 countries. In this time period I also wrote three books on weld process controls and produced five welding patents.

I spent a few years in weld development and research with Canada’s Nuclear Research facility and I helped start the Canadian Welding Institute where I worked on many Oil, Nuclear Power and other weld research projects. I was the weld manager in a large USA ship yard. On the robot // automation side, I was the North American, Robot Weld Training and Weld Application Manager for ABB Robotics. In the USA with, General Electric, I was part of the Black Belt Team that went around North America optimizing welds. I was the Technical & Weld Training Manager for Linde – Union Carbide. Plus I was the weld Equipment & Consumables, Marketing – Training Manager for Airgas, AGA, and Liquid Carbonic some of the world’s largest suppliers of weld equipment and weld consumables. I worked on the NASA Moon / Mars space craft with United Technology and bought the advanced TIP TIG process with my business partner Tom O Malley to N.America and Australia. While working as a weld process control consultant, I provided many international, MIG – Flux Cored and TIG weld process control workshops, (above). For over a hundred of the Fortune 500 companies in 13 countries,
Note: The above MIG weld process control seminar, (photo above) was in Cleveland Ohio. The 80 participants were from Europe, Mexico, Australia, S. America and N. America.
With my process control programs, in less than 20 hours, my training / self teaching resources, will irrespective of the participants weld back ground, education or weld experience, provide individuals with the ability, without “playing around” with their weld controls, to instantly provide optimum weld data, parameters and weld practices for any MIG – Flux Cored, TIG and TIP TIG manual or robot, weld applications.
- Some of you may know me from the 18 years that I wrote the QA Weld Column, in the USA, Weld Design and Fabrication Magazine.
- Perhaps you read the the sections I wrote on Laser and Plasma-Oxy Fuel Cutting, in the Thermal Cutting Section in the ASM Handbook, Ninth Edition, 1988.
- I have had close to 40 published weld magazine articles usually on subjects like the Simplification of Manual and Robot MIG / Flux Cored Weld Process Controls.
- If you have Machinery Handbook gathering dust on one of your book shelves, I rewrote the complete weld section.
- I have written and published three books on Weld Best Practices and Weld Process Controls.In other words today I am an old fart that still loves the welding industry as much as I did 50 years ago. And it still amuses me in 2018 to watch experiences welders or robot technicians “play around” with their weld controls, Hey why change? after all, “this is the way we have always done it”.
Before Google was a company and 12 years before Apple introduced it’s I-Pad, in the 1990’s, Ed gave the weld industry the Pocket Welder.

1997. At the touch of the Pocket Welder Key, weld info was instant on approx. 2000 steels, and most of the practical MIG – FCAW – SMAW & Oxy Fuel Cutting, quality – productivity & cost data that was required for welding and cutting process optimization.
 As a weld process and weld application engineer, I optimized MIG and flux cored processes for approx. fifty years. Over 30 years ago I started to develop unique process control training methods for both the MIG and flux cored weld process controls.
As a weld process and weld application engineer, I optimized MIG and flux cored processes for approx. fifty years. Over 30 years ago I started to develop unique process control training methods for both the MIG and flux cored weld process controls.
Ed provided manual and robot weld process training and process improvements to GM Chrysler, Ford Toyota, Honda, BMW, Mercedes, VW, plants. He has trained thousands of weld personnel in 13 countries. The training was mostly on MIG. FCAW, GTAW and Tip Tig appications from car palnts to nuclear plants A few examples are provided.
- Ed set robots to weld the Corvette and Harley motorbike frames. He also set the robot car seat welds for Toyota, BMW, VW and five other auto manufacturers.
- When Ford and ABB was in trouble at the Dearbone Frame plant, Ed reset the Ford F-150 truck frame lines and attained the highest quality and productivity ever attained by the Ford company.
- When Imperial Oil and Pennsylvania Power and Light wanted it’s pipeline welders to stop using SMAW and use flux cored on the gas and steam pipelines, they used Ed to train the union welders, supervisors and engineers.
- When Combustion Engineering wanted to weld boiler tubes to headers with robots and the pulsed MIG process, which by the way is a very difficult manual TIG application, Ed established the complex robot pipe MIG weld procedures that passed all ASME section Nine requirements.
- When ABB CE Services Inc. decided to use robots for the complex task of welding Nickel overlay inside generating plants boiler furnaces they asked Ed to establish the nickel pulsed weld procedures.
- When MKS Instruments wanted to improve the quality of their micro Inconel and stainless welds on their orbital and lathe equipment, Ed not only improved the quality he provided over a million dollars of weld cost reduction.
- When Textron had numerous problems on their Stingray armored tanks, Ed managed the complex MIG repairs on the 270k tensile tanks in Thailand.
- When Welding Services (WSI) in Atlanta, wanted improved, automated, Inconel / stainless clad welds for boiler water wall overlay applications, in a few months, Ed developed a new MIG patent that reduced the overlay costs by 28%.
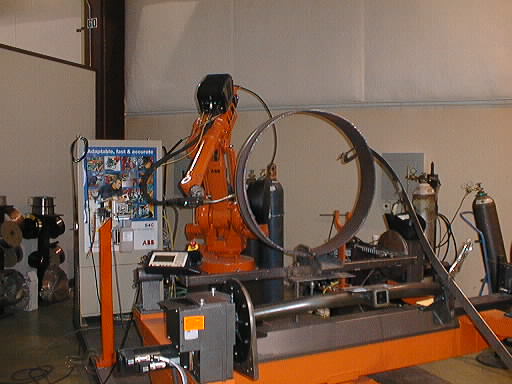
In the nineteen nineties, Ed set the above ABB robot to flux cored weld a 40 inch pipe line welds without weld defects. Thanks to the flexibility of the six axis robot and the speed it can attain between welds, in contrast to traditional automated, mechanized pipe weld equipment the robot reduced the total pipe weld cycle time by approx. 40%. Check out Ed’s 1997 Robo Pipe Rig in the pipe and flux cored section.

Robots & MIG welding in the Power Industry:
. 1998. ABB Combustion Engineering. Ed acting as a weld process control consultant, was the first person and still the only person to successfully set Rrobot Pulsed MIG welds on ASME Boiler Tubes to the Boiler Header The robot welds consistently met section ASME 1X weld and radiograph weld requirements. This diffificult all position, application, is typically carried out by highly skilled manual TIG welders. Keep in mind at that time, the use of MIG welding was frowned on in the power industry.
.
Ed introduced logical 2 part MIG gas mixes that cut through North American MIG gas confusion.
 1980s to early 1990s: In his role as a technical product manager with two of the largest weld distributors in North America. Airgas and AGA, Ed knew that the major gas companies such as Air Products, Linde, Carbonic and Liquid Air in their process ignorance or greed were marketing three part MIG gas mixes that simply provided no real world weld benefits. As a marketing manager with Airgas and AGA Ed worked at cutting through the extensive salesmanship involved in MIG gas selection and introduced to the market place three very practical, easy to identify, two component gas mixes. SteelMix, StainlessMix and AlumMix. Ed developed and introduced to the North American MIG welding market the following important MIG gas mixes.
1980s to early 1990s: In his role as a technical product manager with two of the largest weld distributors in North America. Airgas and AGA, Ed knew that the major gas companies such as Air Products, Linde, Carbonic and Liquid Air in their process ignorance or greed were marketing three part MIG gas mixes that simply provided no real world weld benefits. As a marketing manager with Airgas and AGA Ed worked at cutting through the extensive salesmanship involved in MIG gas selection and introduced to the market place three very practical, easy to identify, two component gas mixes. SteelMix, StainlessMix and AlumMix. Ed developed and introduced to the North American MIG welding market the following important MIG gas mixes.
- The multi-purpose argon – 15% CO2 mix for all carbon steel applications.
- The multi-purpose argon – 2% CO2 mix for all MIG spray, short circuit and pulsed stainless and duplex applications.
- The argon – 1% CO2 mix for all MIG spray and pulsed nickel alloy applications.
- The argon – 1% CO2 and nitrogen mix for duplex.
2001 ABB Combustion Engineering. In a consulting role Ed was the first person to set robots to pulsed MIG weld Inconel clad overlays on boiler tubes, inside the boiler.
As the Weld Manager for Weld Services, (Aquilex) in Atlanta, Ed provided a new patented approach to Automated MIG Clad Welds. |
As the welding manager, Ed changed the standard MIG clad method utilized around the globe to apply Water Wall MIG cladding using Inconel and austeniitic MIG consumables. His new patented pulsed MIG procedures on this automated weld application method reduced costly Inconel overlay clad weld consumable consumption by approx. 28% per square foot. In contrast to the global standard inconel / stainless clad industry weld practices, his new MIG weld method produced (photo above) produce a far superior clad weld quality, less weld defects, lower stresses and much less tube distortion.
Electro Slag Cladding changed to Pulsed MIG Patent developed by Ed Craig In the refinery industry, pressure vessels used in high temp, high pressure “hydrogen” surface such as hydrocracking and hydrotreating are usually constructed of low alloy high strength steels. To overcome corrosion areas, clad welds can be applied to the wasted areas. The most common cladding process utilized is the ESW process using strip E309 / E347 electrodes. The 309 electrode may be used for the first layer and typically the 347 or 347L is required as the clad surface layer. Typically a 347 clad surface with a specific chrome and ferrite content is required.
Ed replaced Electro Slag Strip Cladding process with new patented procedures he developed with the much more cost effective, superior quality, Pulsed MIG Clad Process. |
In 2005 Ed provided his client WSI with a single pass MIG clad method that will provide the desired 347 clad weld quality and ferrite levels of 5 to 8% at only 30% the cost of the traditional, global ESW strip clad weld costs.
Ed replaced the global Boiler Wall Insulation
Stud Weld Process with MIG Spot Welds.

2006: Boiler Wall Insulation Weld Brk Patent: When applying insulation to boiler walls, the typical global approach is too attach costly studs to the boiler steel structures and the insulation blocks would have a steel bracket that attached to the studs. Ed developed and designed for a client, a CV MIG weld spot process method that spot welded the brackets eliminating the stud costs. This process was patented in 2006.
| Ed provided major weld quality – productivity FCAW resolutions, for a ship yard that was loosing > 8 million dollars in weld rework per-ship., |

2007:When Aker Kaverner ship yard wanted to reduce the multi- million dollars FCAW weld rework it spent per-ship, they asked Ed to develop an all position flux cored process control program to minimize the common lack of weld fusion, slag entrapment and porosity associated with vee groove welds and ceramic backing. His unique, eight hour training program focussed on process control settings and technique requirements necessary for optimum, all position weld quality / productivity optimization. In a six month period, the weld rework improvements associated with the training program were remarkable, achieving a saving of more than four million dollars per ship.
2007: To reduce the tremendous flux cored weld and weld rework costs associated with vee groove weld joints on plates 12 to 25 mm thick, with ceramic backed weld gaps 8 to 25 mm, Ed and his good buddy Tom O’Malley took five days to produce new, all position weld procedures that resulted in approx. a 50% decrease in the typical labor and consumable costs required for the over sized vee groove applications.
| Ed has spent decades solving Miller, Lincoln, Hobart, ESAB, and Panasonic pulsed MIG weld equipment / process problems, and never got a Hall Mark card from any of these thankless companies. |
.
DECADES OF PROCESS IMPROVEMENTS: Perhaps the biggest contribution Ed made to the welding industry from 1987 to 2007 is the fact that in that time period he assisted over 1000 companies in North America. The companies had purchased pulsed MIG equipment or Inverters for either their manual or robot cells. These weld shops had one thing in common, the weld shops could not produce consistent, stable arcs on carbon steel welds. The MIG equipment manufactures who sold the pulsed equipment provided no solutions and when I visited the weld shops I would turn the pulsed modes “off” and reset the welds with either the traditional CV short circuit or spray transfer modes.
Weld technology accountability: During 2007, Microsoft takes responsibility for it’s manufacturing problems and plans a recall that will cost them 1.5 billion for their X box electronic issues. From 1987 to 2007, I cannot recall Lincoln, Miller, Hobart, ESAB or Panasonic providing a single recall of their less than durable, highly erratic pulsed MIG equipment. I also cannot recall getting a thank you note from these MIG equipment manufactures for my solutions (switched their pulsed modes off) to “their customers” and for rectifying the numerous, global, pulsed weld problems caused by their faulty electronic pulsed equipment.
The following are a few of Ed’s weld applications.  Ed convinced the GM engineers in charge, that robots using the MIG process could do a better job on the Corvette than the manual workers using the ridiculous self shielded flux cored wires. He first trained the Corvette manual welders on the MIG process and then encouraged GM engineers to actually use a robot and set the MIG weld data for the Corvette.
Ed convinced the GM engineers in charge, that robots using the MIG process could do a better job on the Corvette than the manual workers using the ridiculous self shielded flux cored wires. He first trained the Corvette manual welders on the MIG process and then encouraged GM engineers to actually use a robot and set the MIG weld data for the Corvette.
 ABB Power company was the first company in the world to utilize miniature robots inside power station boilers. The robots ran along a gantry attached to the boiler walls. The robots were required to MIG clad weld the water wall pipe using either austenitic or Inconel consumables. In the 1990s ABB requested that Ed establish the pulsed MIG robot clad weld procedures for this unique application. I set the welds and received a great tan from the robot weld rays as they reflected of the boiler walls.
ABB Power company was the first company in the world to utilize miniature robots inside power station boilers. The robots ran along a gantry attached to the boiler walls. The robots were required to MIG clad weld the water wall pipe using either austenitic or Inconel consumables. In the 1990s ABB requested that Ed establish the pulsed MIG robot clad weld procedures for this unique application. I set the welds and received a great tan from the robot weld rays as they reflected of the boiler walls.
 When Caterpillar decided to weld the world’s largest truck with robots, Ed was asked by the ABB robotics Div to establish the multi-robot spray transfer weld procedures. A job like this can be made with three weld procedures, do you know what the are? Ed’s robot process control training resources will show you.
When Caterpillar decided to weld the world’s largest truck with robots, Ed was asked by the ABB robotics Div to establish the multi-robot spray transfer weld procedures. A job like this can be made with three weld procedures, do you know what the are? Ed’s robot process control training resources will show you.
 When Harley redesigned it’s bike frames for its ever increasing girth customers in the late nineties, they needed bike frames in which 400 pounds was considered normal. Ed established the new robot frame welds. The welds had over 200 robot program points and he did this project with an ABB programmer from scratch in approx. five hours. Ed gave the Harley management the potential for great weld productivity and weld quality they had never achieved before.
When Harley redesigned it’s bike frames for its ever increasing girth customers in the late nineties, they needed bike frames in which 400 pounds was considered normal. Ed established the new robot frame welds. The welds had over 200 robot program points and he did this project with an ABB programmer from scratch in approx. five hours. Ed gave the Harley management the potential for great weld productivity and weld quality they had never achieved before.
 When Volvo required MIG welding robots to weld it’s giant, difficult to weld truck cabs, Ed set the robot MIG data and resolved their robot weld issues and when Fruehauf wanted robot welds that would last a million miles on their trucks they asked Ed to do them.
When Volvo required MIG welding robots to weld it’s giant, difficult to weld truck cabs, Ed set the robot MIG data and resolved their robot weld issues and when Fruehauf wanted robot welds that would last a million miles on their trucks they asked Ed to do them.

When Case and John Deer management had issues with it’s robot welded tractor cabs and parts, they requested that Ed resolve the issues .
 Imperial Oil pipe welders resisted change from SMAW to FCA and MIG. Ed showed the Imperial Oil / Esso pipe welders that Jesses, an 11 old boy, could after a few hours of Ed’s Training program could weld the pipe to the highest weld quality standards using both the MIG and FCAW process.
Imperial Oil pipe welders resisted change from SMAW to FCA and MIG. Ed showed the Imperial Oil / Esso pipe welders that Jesses, an 11 old boy, could after a few hours of Ed’s Training program could weld the pipe to the highest weld quality standards using both the MIG and FCAW process.
Imperial Oil wanted their pipe weld subcontractors to increase weld productivity on theit Nat gas pipe line welds made at the Cold Lake project in Alberta. Ed developed the training program and then trained their key weld personnel to use the MIG and flux cored process without playing around with weld controls. Ed later established the flux cored automated pipe weld procedures for the Cold Lake 6 to 20 inch pipes. (See one million dollar savings article in the pipe weld section)

When Club Car one of North Americas leading golf cart manufactures built the world’s first fully automated, multi-robot MIG weld line for it’s unique “aluminum” cart frames, it could not afford to have one robot go down with the alum robot weld process issues. Ed set the pulsed aluminum MIG data for the four robots that worked together on this line. The ines Ed set had less weld issues than a typical multi-robot line welding steel frames.
 When Haynes Lemmerz managers at one of the world’s largest producers of aluminum and steel wheels were having Miller, Maxtron / Invision pulsed MIG weld issues on their automated MIG weld lines, Ed quickly provided the weld process control solutions necessary to optimize the automated weld quality and increase productivity
When Haynes Lemmerz managers at one of the world’s largest producers of aluminum and steel wheels were having Miller, Maxtron / Invision pulsed MIG weld issues on their automated MIG weld lines, Ed quickly provided the weld process control solutions necessary to optimize the automated weld quality and increase productivity
 The Germans screwed up the new VW Beetle prototype car seats that were being built in Mexico by Johnson Controls and there were extensive robot weld equipment problems. It took Ed less than four days to eliminate the robot weld problems and increased the weld production by 30%.
The Germans screwed up the new VW Beetle prototype car seats that were being built in Mexico by Johnson Controls and there were extensive robot weld equipment problems. It took Ed less than four days to eliminate the robot weld problems and increased the weld production by 30%.
Also In 2005 when VW Mexico had problems with galvanized door components that were welded with the pathetic Lincoln self shielded wires, Ed changed the process to MIG and reduced the rework from 55% to 5% and increased the productivity by 10%.
THE FOLLOWING IS AN EXAMPLE OF
WHAT ED DID BEST.
 The inexperienced General Motors management and engineers installed a new multi-million dollar, torque converter, MIG welding line at one of it’s Midwest manufacturing facilities. The line was to produce approx. 1000 converters daily.
The inexperienced General Motors management and engineers installed a new multi-million dollar, torque converter, MIG welding line at one of it’s Midwest manufacturing facilities. The line was to produce approx. 1000 converters daily.
After the line integrator had built and installed the torque converter MIG welding lines, I was asked by the GM mgr responsible for the project to address the automated, pulsed MIG weld quality issues which I quickly worked out were caused by the new Lincoln, PowerWave weld equipment. The daily weld reject rate for the line was approx. 10 percent, a 100 ruined torque convertors every day was very costly.
 In less than 16 hours at the plant, I switched the inconsistent pulsed mode off, and established more effective, traditional MIG spray transfer weld parameters for the torque converter welds. The new MIG weld procedures I generated, along with the weld process controls that I implemented, changed the daily weld reject rate to “zero” . As a bonus to the GM management that showed little interest in what I was doing, I also increased the daily mechanized weld production by twenty percent.
In less than 16 hours at the plant, I switched the inconsistent pulsed mode off, and established more effective, traditional MIG spray transfer weld parameters for the torque converter welds. The new MIG weld procedures I generated, along with the weld process controls that I implemented, changed the daily weld reject rate to “zero” . As a bonus to the GM management that showed little interest in what I was doing, I also increased the daily mechanized weld production by twenty percent.
Note: The optimum weld results that I attained at the GM plant could have been achieved with traditional MIG equipment that would have cost GM one hundred percent less. The MIG weld process changes I made for the GM torque converters, saved GM millions annually. The cost to GM for Ed’ s weld expertise and process control was approx. 5000 dollars or about a third of useless, not required Lincoln PowerWave power sources.
ED’S MANUAL & ROBOT WELD PROCESS CONTROLS
& BEST WELD PRACTICE RESOURCES.

ED OPTIMIZED ROBOT WELDS FOR HUNDREDS OF COMPANIES. A FEW OF IS PROJECTS THE FORD F150 FRAMES – VOLVO CABS – CORVETTE FRAMES – HARLEY FRAMES – NEW BEETLE SEATS AND THE WELDS ON THE CATERPILLAR WORLD’S LARGEST TRUCK.
If you are interested in his MIG and Flux cored weld process control training programs, click here.
E-Mail Ed at ecraig@weldreality.com